HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 201
185
HEIDENHAIN TNC 410, TNC 426, TNC 430
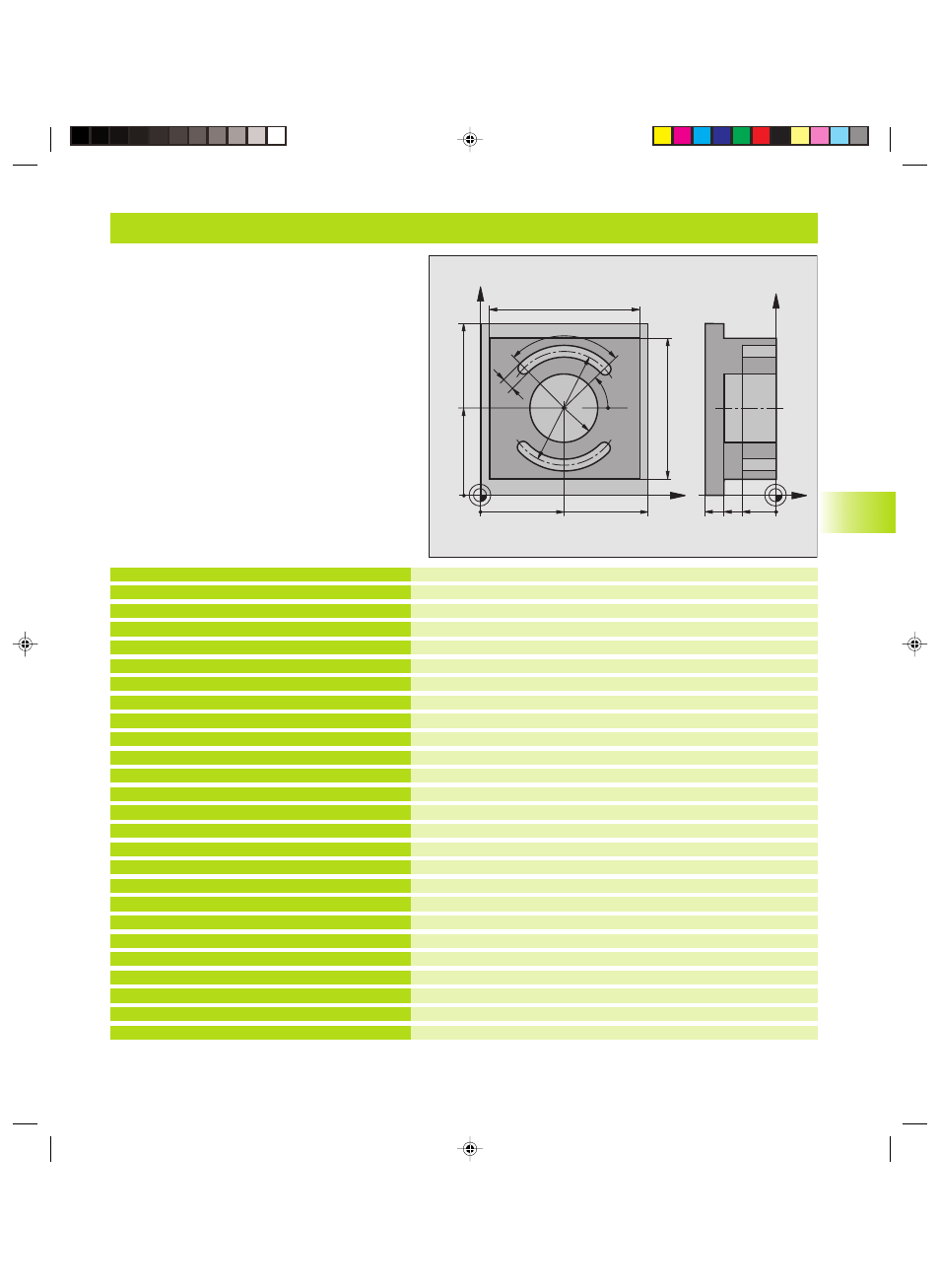
Example: Milling pockets, studs and slots
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30
Define the workpiece blank
Define the tool for roughing/finishing
Define slotting mill
Call tool for roughing/finishing
Retract the tool
Define cycle for machining the contour outside
Call cycle for machining the contour outside
Define CIRCULAR POCKET MILLING cycle
Call CIRCULAR POCKET MILLING cycle
Tool change
Call slotting mill
Define cycle for slot 1
Call cycle for slot 1
New starting angle for slot 2
Call cycle for slot 2
Retract in the tool axis, end program
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
N40 G99 T2 L+0 R+3 *
N50 T1 G17 S3500 *
N60 G00 G40 G90 Z+250 *
N70 G213 Q200=2 Q201=-30 Q206=250 Q202=5
Q207=250 Q203=+0 Q204=20 Q216=+50
Q217=+50 Q218+90 Q219=80 Q220=0 Q221=5 *
N80 G79 M03 *
N90
G78 P01 2 P02 -30 P03 5 P04 250 PO5 25
P06 400 *
N100 G00 G40 X+50 Y+50 *
N110 Z+2 M99 *
N120 Z+250 M06 *
N130 T2 G17 S5000 *
N140 G211 Q200=2 Q201=-20 Q207=250
Q202=5 Q215=0 Q203=+0 Q204=100
Q216=+50 Q217=+50 Q244=70 Q219=8
Q245=+45 Q248=90 *
N150 G79 M03 *
N160 D00 Q245 P01 +225 *
N170 G79 *
N180 G00 Z+250 M02 *
N999999 %C210 G71 *
Kkap8.pm6
29.06.2006, 08:06
185