2 point tables (only tnc 410), 2 p oint t ables (only in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 160
8 Programming: Cycles
144
8.2 Point Tables (only TNC 410)
You should create a point table whenever you want to run a cycle,
or several cycles in sequence, on an irregular point pattern.
If you are using drilling cycles, the coordinates of the working plane
in the point table represent the hole centers. If you are using
milling cycles, the coordinates of the working plane in the point
table represent the starting-point coordinates of the respective
cycle (e.g. center-point coordinates of a circular pocket). Coordinates
in the spindle axis correspond to the coordinate of the workpiece
surface.
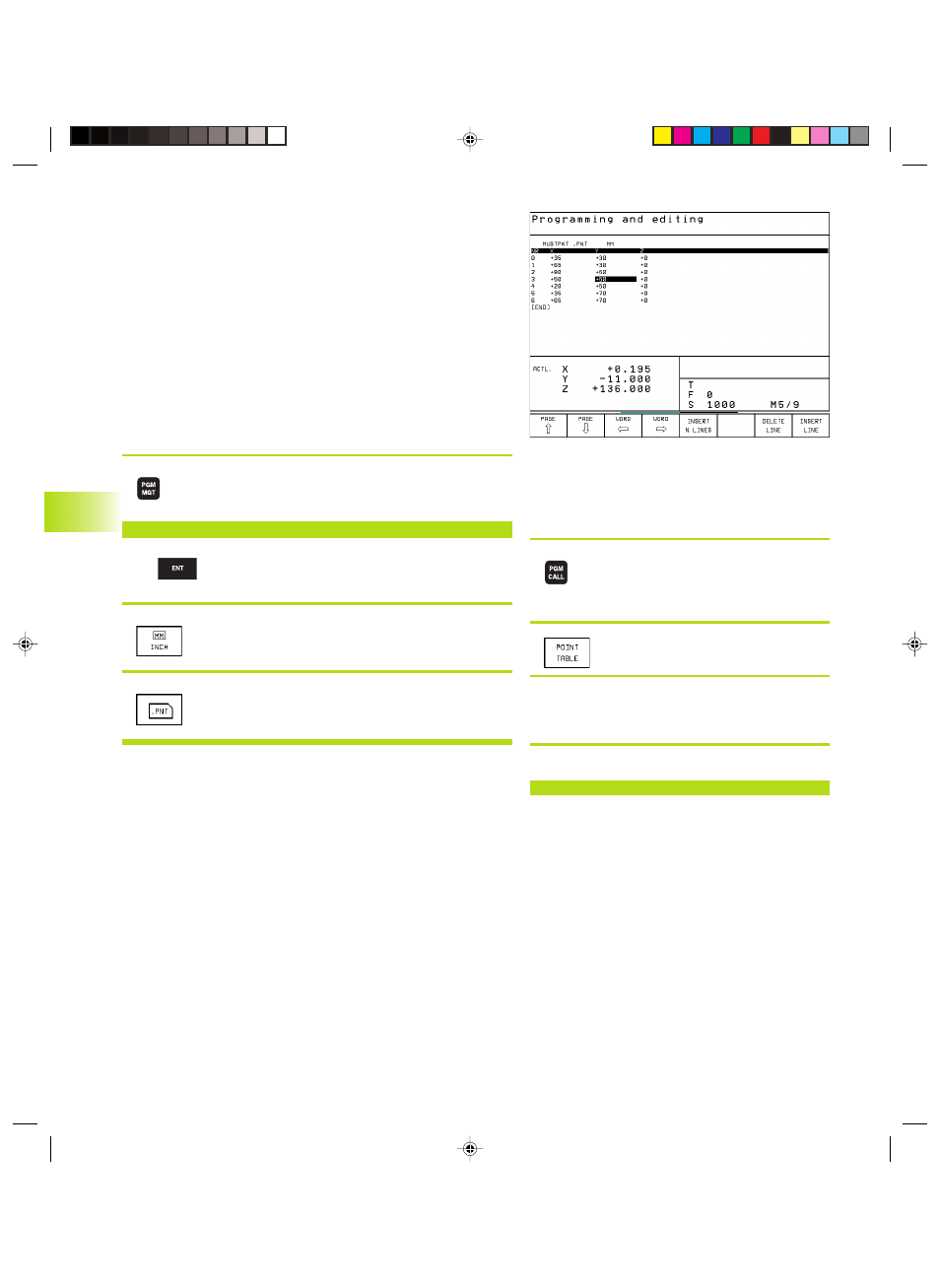
Creating a point table
Select the Programming and Editing mode of operation.
To call the file manager, press the PGM MGT
key.
File name =
<
NEW
Enter the name of the point table and confirm
your entry with the ENT key.
<
If necessary, switch to inches as unit of
measure: Press the MM/INCH soft key.
<
Press the .PNT soft key to select the point table
file type.
8.2 P
oint T
ables (only in
TNC
41
0)
Selecting point tables in the program
Select the Programming and Editing mode of
operation.
Press the PGM CALL key to call
the function for selecting the
point table.
<
Press the POINT TABLE soft key.
<
Enter the name of the point table and confirm
your entry with the END key.
Example NC block:
N72 %:PAT: NAMES*
Kkap8.pm6
29.06.2006, 08:06
144