HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 192
8 Programming: Cycles
176
ú
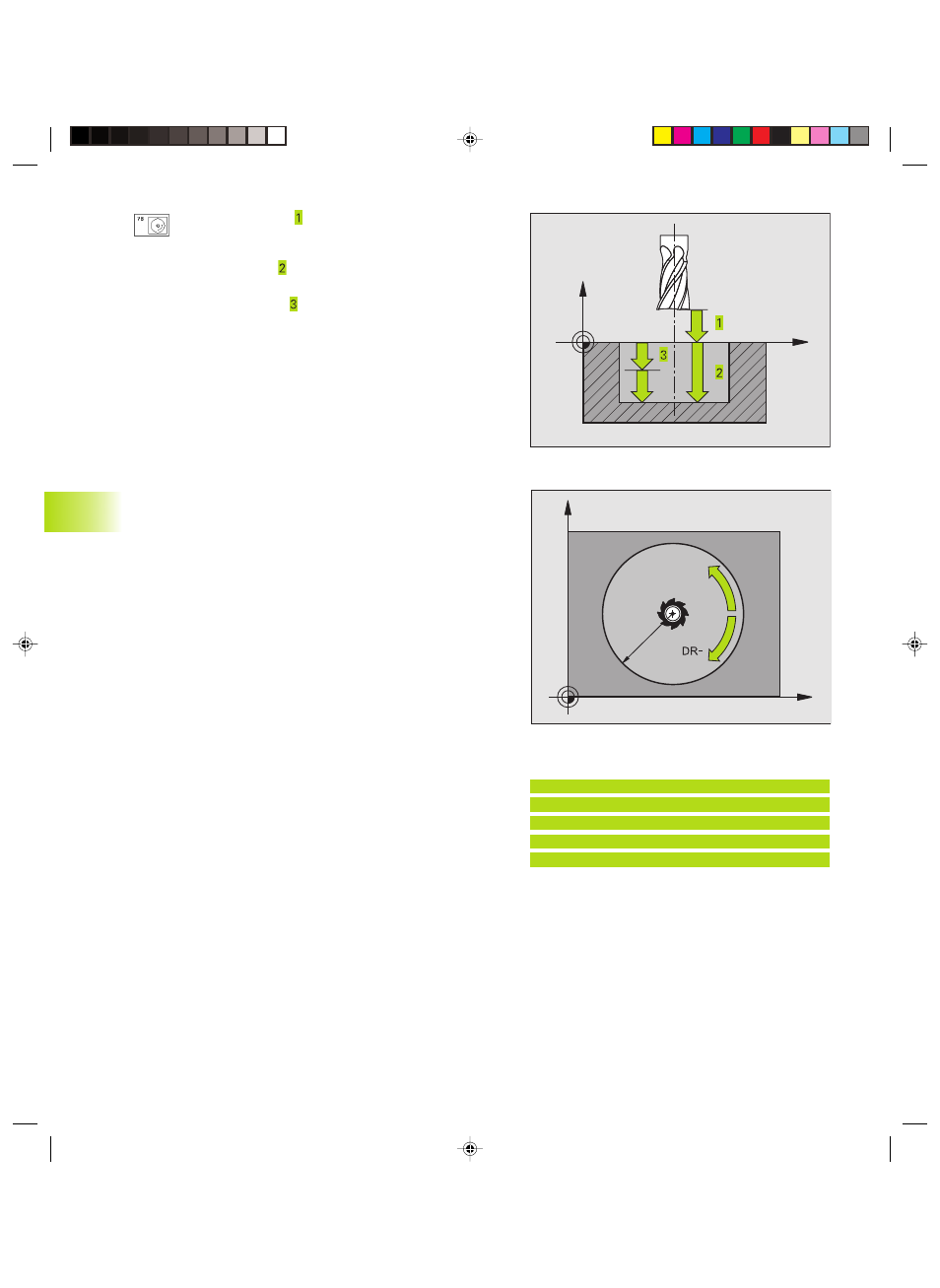
Setup clearance (incremental value): Distance
between tool tip (at starting position) and workpiece
surface
ú
Milling depth (incremental value): Distance between
workpiece surface and bottom of pocket
ú
Plunging depth (incremental value):
Infeed per cut. The tool will advance to the depth in
one movement if:
n the plunging depth equals the depth
n the plunging depth is greater than the depth
ú
Feed rate for plunging: Traversing speed of the tool
during penetration
ú
Circular radius: Radius of the circular pocket
ú
Feed rate F: Traversing speed of the tool in the
working plane
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Y
DR+
R
X
Z
Example NC blocks:
N36 G77 P01 2 P02 -20 P03 5 P04 100
P05 40 P06 250*
...
N48 G78 P01 2 P02 -20 P03 5 P04 100
P05 40 P06 250*
Kkap8.pm6
29.06.2006, 08:06
176