8 cy cles f or f ace milling – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 237
221
HEIDENHAIN TNC 410, TNC 426, TNC 430
Before programming, note the following:
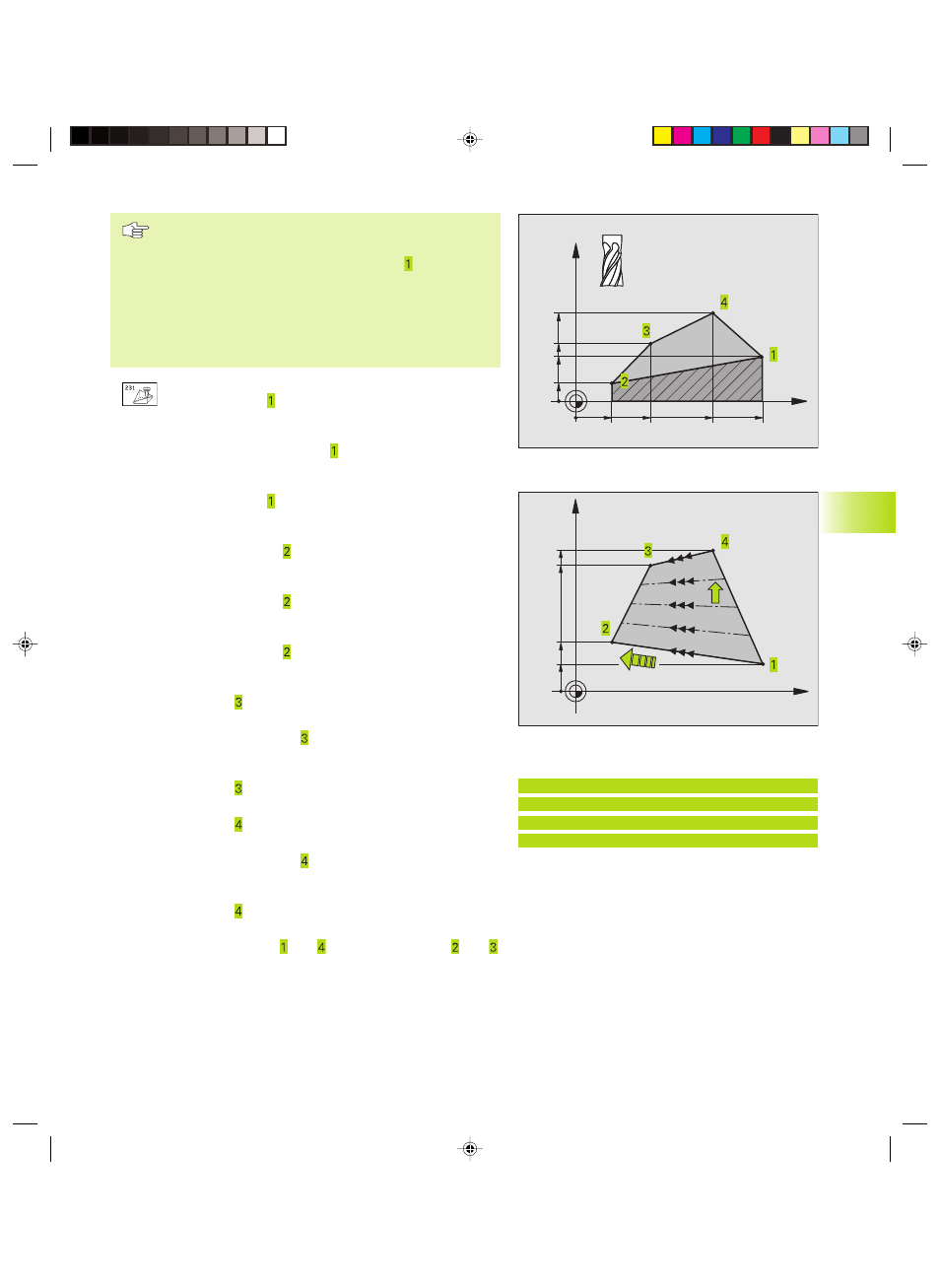
From the current position, the TNC positions the tool in a
linear 3-D movement to the starting point . Pre-position
the tool in such a way that no collision between tool and
clamping devices can occur.
The TNC moves the tool with radius compensation G40
to the programmed positions.
If required, use a center-cut end mill (ISO 1641).
ú
Starting point in 1st axis Q225 (absolute value):
Starting point of the surface to be face milled in the
working plane
ú
Starting point in 2nd axis Q226 (absolute value):
Starting point coordinate of the surface to be face-
milled in the secondary axis of the working plane
ú
Starting point in 3rd axis Q227 (absolute value):
Starting point of the surface to be face milled in the
spindle axis
ú
2nd point in 1st axis Q228 (absolute value): Stopping
point coordinate of the surface to be face milled in
the reference axis of the working plane
ú
2nd point in 2nd axis Q229 (absolute value): Stopping
point coordinate of the surface to be face-milled in
the secondary axis of the working plane
ú
2nd point in 3rd axis Q230 (absolute value): Stopping
point coordinate of the surface to be face milled in
the spindle axis
ú
3rd point in 1st axis Q231 (absolute value): Coordinate
of point in the main axis of the working plane
ú
3rd point in 2nd axis Q232 (absolute value):
Coordinate of point in the subordinate axis of the
working plane
ú
3rd point in 3rd axis Q233 (absolute value): Coordinate
of point in the tool axis
ú
4th point in 1st axis Q234 (absolute value): Coordinate
of point in the main axis of the working plane
ú
4th point in 2nd axis Q235 (absolute value):
Coordinate of point in the subordinate axis of the
working plane
ú
4th point in 3rd axis Q236 (absolute value): Coordinate
of point in the tool axis
ú
Number of cuts Q240: Number of passes to be made
between points and , and between points and
ú
Feed rate for milling Q207: Traversing speed of the
tool in mm/min while milling. The TNC performs the
first step at half the programmed feed rate.
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
8.8 Cy
cles f
or F
ace Milling
Example NC block:
N72 G231 Q225=+0 Q226=+5 Q227=-2
Q228=+100 Q229=+15 Q230=+5 Q231=+15
Q232=+125 Q233=+25 Q234=+85 Q235=+95
Q236=+35 Q240=40 Q207=500*
Kkap8.pm6
29.06.2006, 08:06
221