HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 311
12 3-D Touch Probes
296
12.1 Touch Probe Cycles in the Manual
and Electronic Handwheel
The TNC must be specially prepared by the machine tool
builder for the use of a 3-D touch probe.
If you are taking measurements during program run, be
sure that the tool data (length, radius, axis) can be used
from the calibrated data or from the last T block (selected
with MP7411).
Note also with TNC 426, TNC 430:
If you are working alternately with a triggering and a
measuring touch probe, be sure that
■
the correct touch probe is selected with MP 6200
■
the measuring and the triggering touch probes are
never connected to the control at the same time.
The TNC cannot automatically recognize which probe is
actually in the spindle.
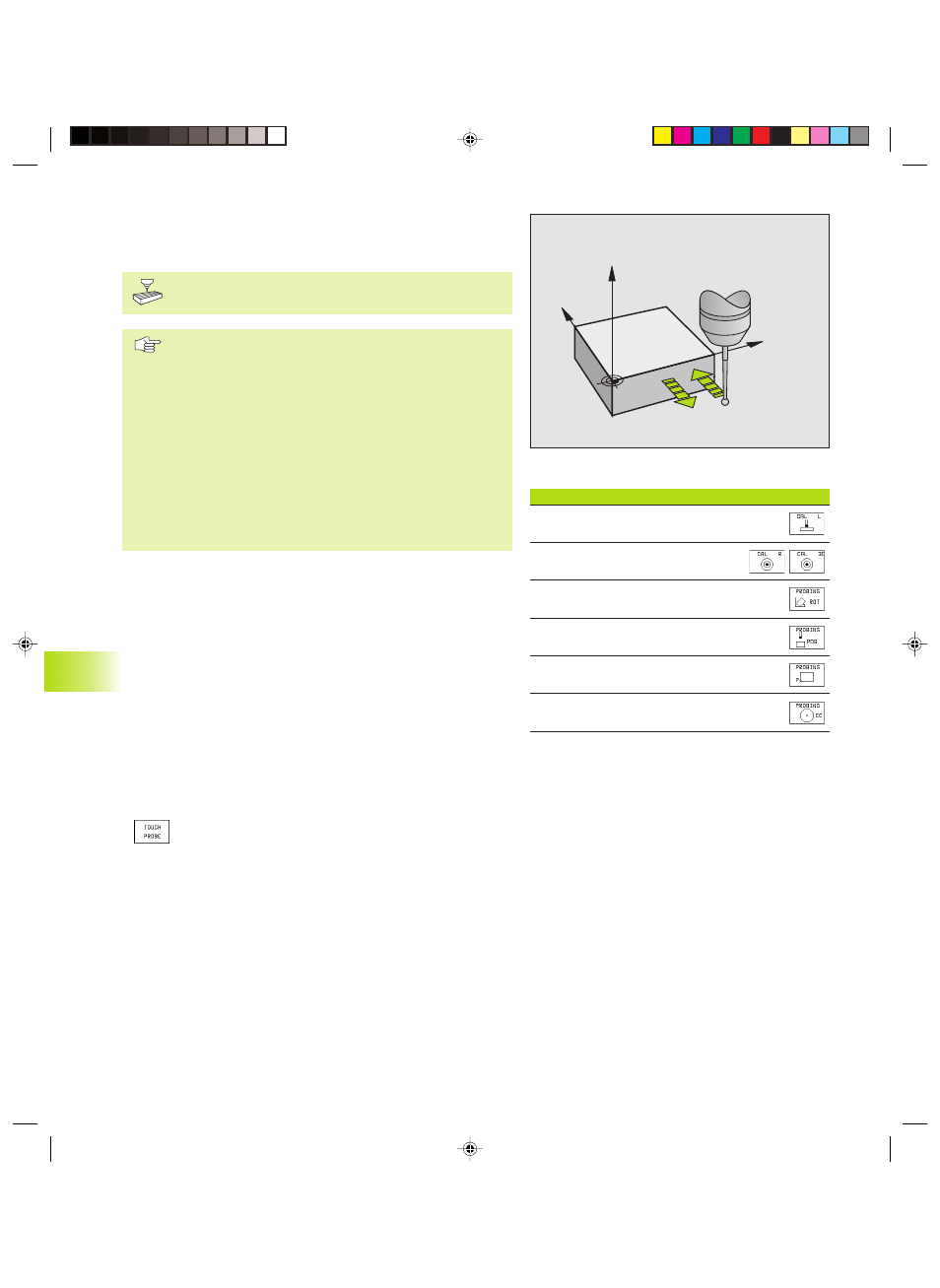
After you press the machine START button, the touch probe
approaches the workpiece in a paraxial movement in the selected
probe function. The machine tool builder sets the probe feed rate
(see figure at right). When the probe contacts the workpiece, it
■
transmits a signal to the TNC: the coordinates of the probed
position are stored,
■
stops moving, and
■
returns to its starting position in rapid traverse.
If the stylus is not deflected within a defined distance, the TNC
displays an error message (MP 6130 defines the distance for a
triggering touch probe, MP6330 for a measuring touch probe).
To select the touch probe functions:
ú
Select the Manual Operation or Electronic Handwheel mode of
operation
ú
To choose the touch probe functions, press the
TOUCH PROBE soft key. The TNC displays additional
soft keys — see table at right.
Function
Soft key
Calibrate the effective length
Calibrate the effective radius
Basic rotation
Datum setting
Set the datum at a corner
Set the datum at a circle center
12.1 T
o
u
c
h
P
robe Cy
cles in the Manual and Electr
onic Handwheel
Y
X
Z
F
F MAX
Okap12.pm6
29.06.2006, 08:06
296