HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 196
8 Programming: Cycles
180
SLOT MILLING (Cycle G74)
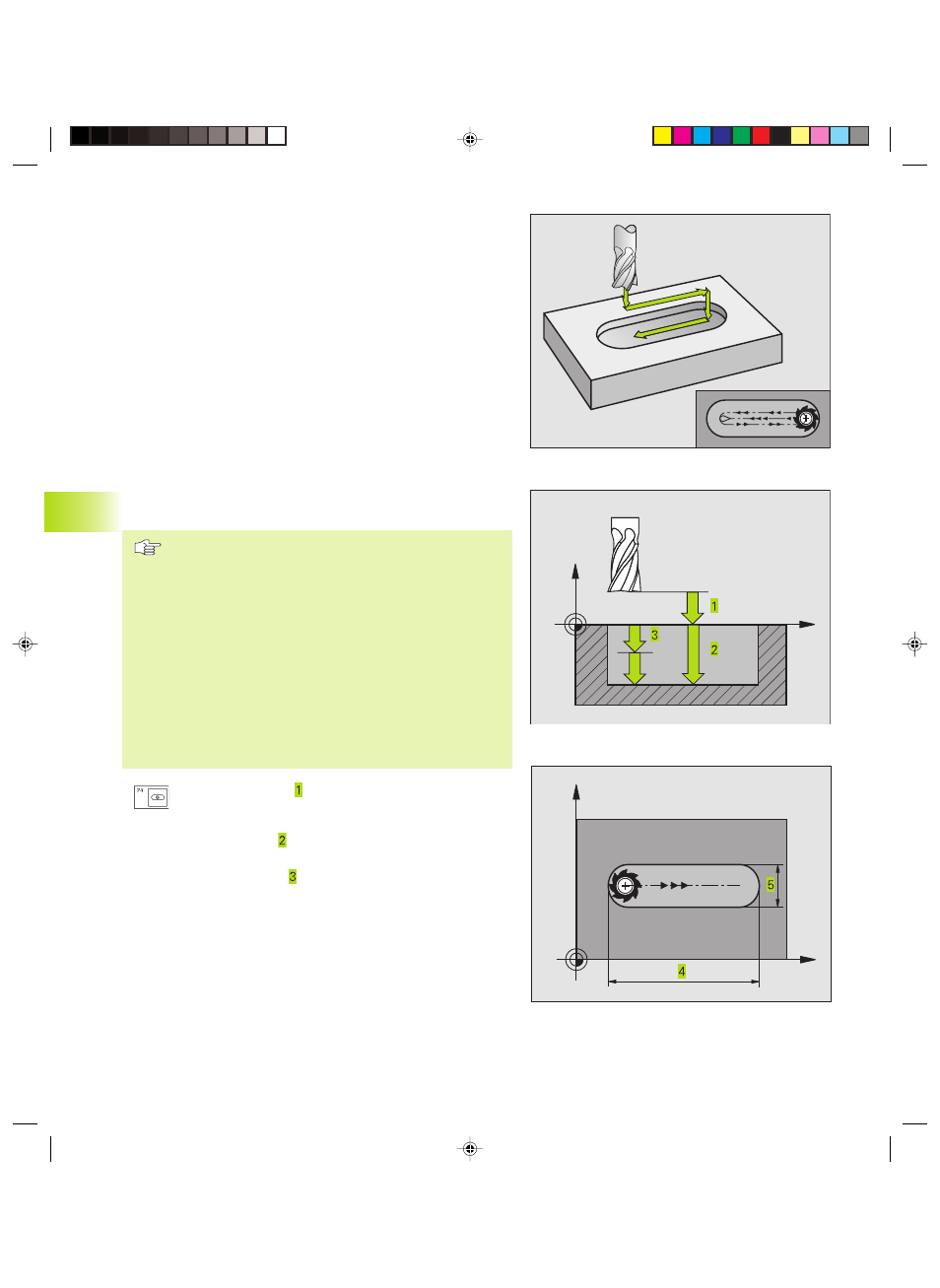
Roughing process
1 The TNC moves the tool inward by the milling allowance (half the
difference between the slot width and the tool diameter). From
there it plunge-cuts into the workpiece and mills in the longitudi-
nal direction of the slot.
2 After downfeed at the end of the slot, milling is performed in the
opposite direction.
This process is repeated until the programmed milling depth is
reached.
Finishing process
3 The TNC advances the tool at the slot bottom on a tangential arc
to the outside contour. The tool subsequently climb mills the
contour (with M3).
4 At the end of the cycle, the tool is retracted in rapid traverse to
set-up clearance.
If the number of infeeds was odd, the tool returns to the starting
position at the level of the set-up clearance.
Before programming, note the following:
Program a positioning block for the starting point in the
working plane — to the center of the slot (second side
length) and, within the slot, offset by the tool radius —
with RADIUS COMPENSATION G40.
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
The algebraic sign for the depth parameter determines
the working direction.
This cycle requires a center-cut end mill (ISO 1641), or
pilot drilling at the starting point.
The cutter diameter must be not be larger than the slot
width and not smaller than half the SLOT WIDTH.
ú
Setup clearance (incremental value): Distance
between tool tip (at starting position) and workpiece
surface
ú
Milling depth (incremental value): Distance between
workpiece surface and bottom of pocket
ú
Plunging depth (incremental value): Infeed per cut;
the TNC will advance to the depth in one movement
if:
■
the plunging depth equals the depth
■
the plunging depth is greater than the depth
ú
Feed rate for plunging: Traversing speed of the tool
during penetration
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Z
X
Y
Kkap8.pm6
29.06.2006, 08:06
180