8 cy cles f or f ace milling – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 238
8 Programming: Cycles
222
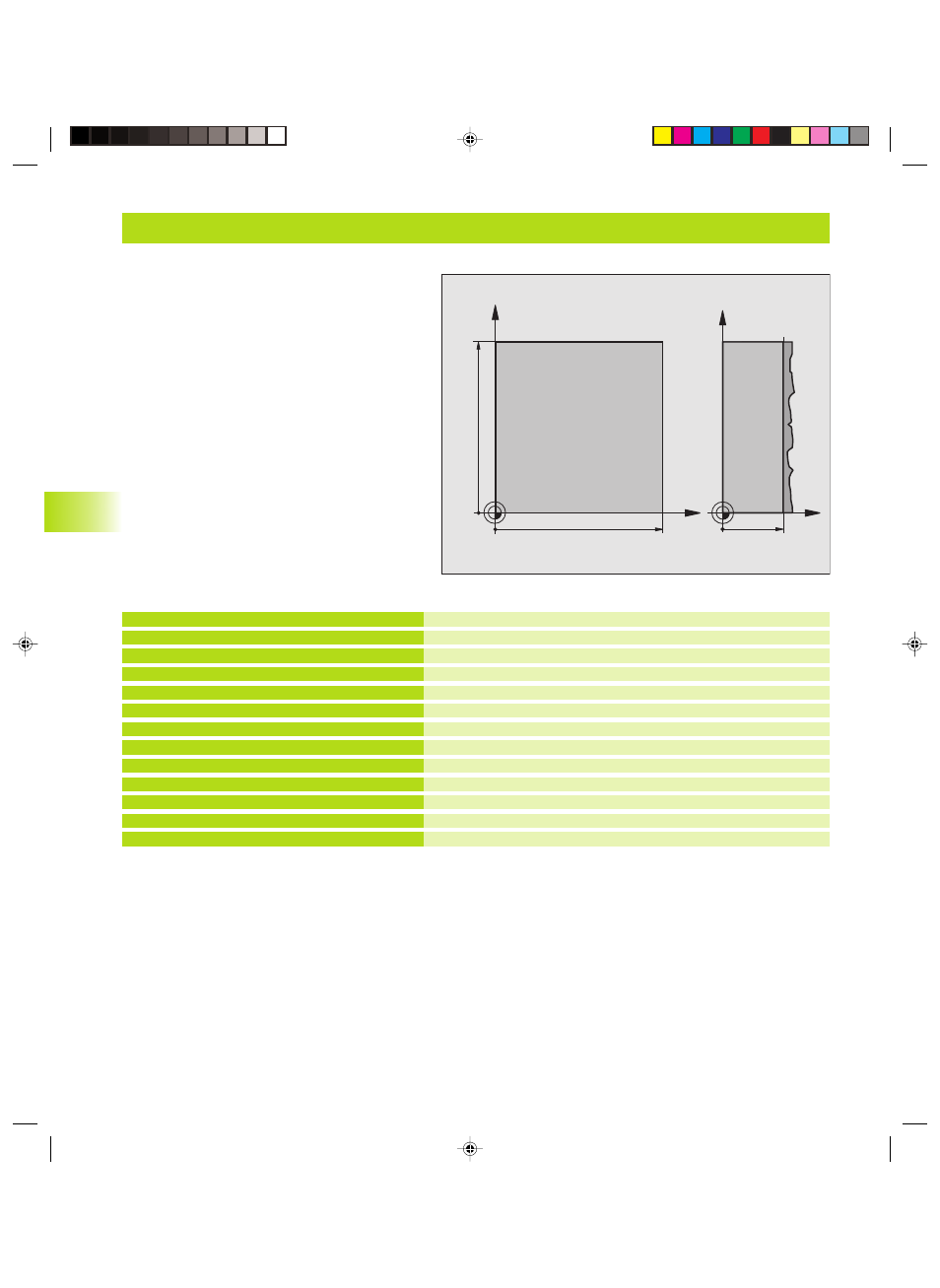
Example: Multipass milling
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Cycle definition: MULTIPASS MILLING
Pre-position near the starting point
Call the cycle
Retract in the tool axis, end program
%C230 G71
N10 G30 G17 X+0 Y+0 Z+0 *
N20 G31 G90 X+100 Y+100 Z+40 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S3500 *
N50 G00 G40 G90 Z+250 *
N60 G230 Q225=+0 Q226=+0 Q227=+35
Q218=100 Q219=100 Q240=25 Q206=250
Q207=400 Q209=150 Q200=2 *
N70 X-25 Y+0 M03 *
N80 G79 *
N90 G00 G40 Z+250 M02 *
N999999 %C230 G71 *
8.8 Cy
cles f
or F
ace Milling
X
Y
100
100
Z
Y
35
Kkap8.pm6
29.06.2006, 08:06
222
This manual is related to the following products: