6 sl cycles group i – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 209
193
HEIDENHAIN TNC 410, TNC 426, TNC 430
X
Z
X
Y
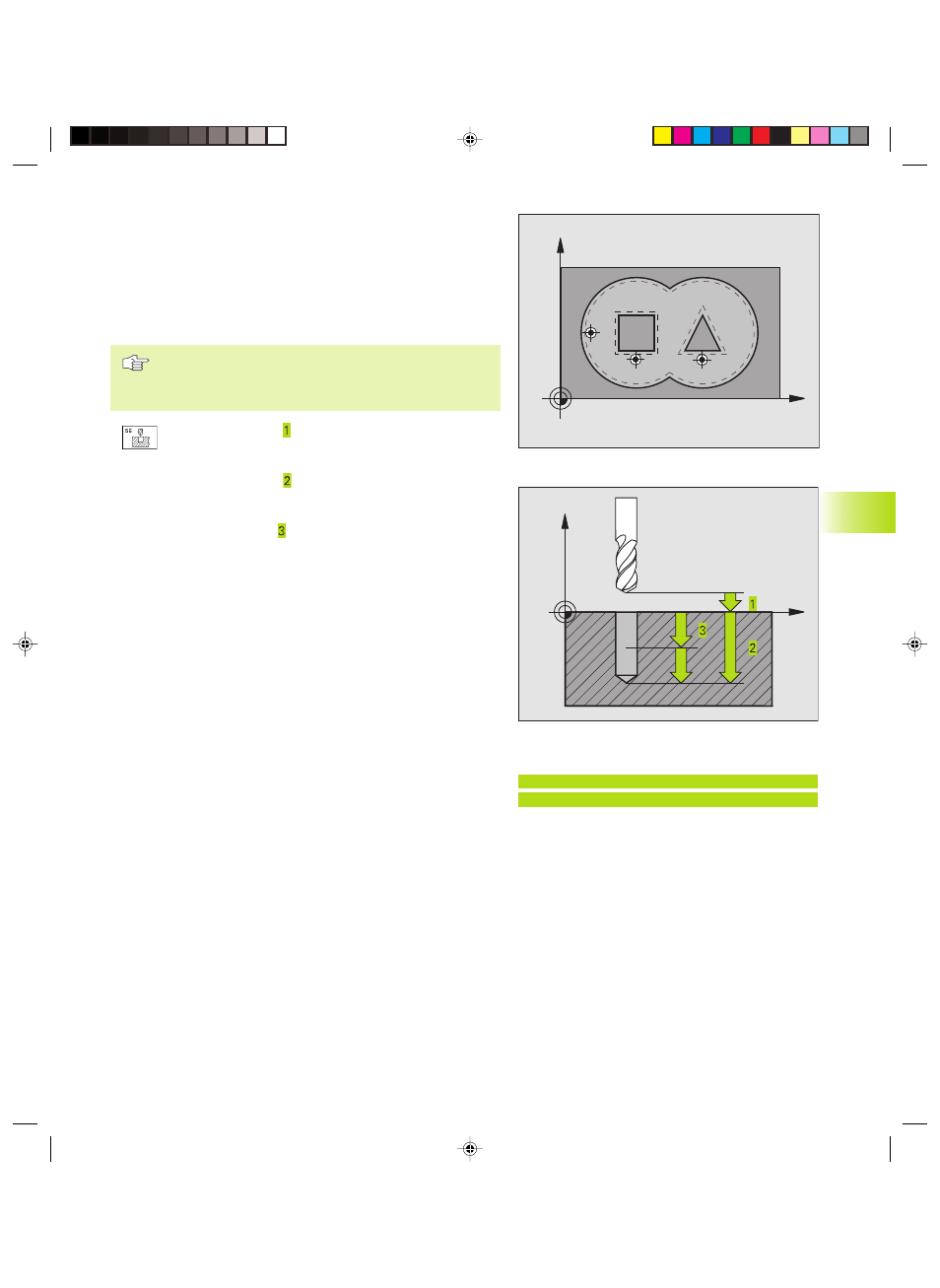
PILOT DRILLING (Cycle G56)
Process
Same as Cycle G83 Pecking
Application
Cycle G56 is for PILOT DRILLING of the cutter infeed points. It
accounts for the finishing allowance. The cutter infeed points also
serve as starting points for roughing.
Before programming, note the following:
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
ú
Setup clearance (incremental value): Distance
between tool tip (at starting position) and workpiece
surface
ú
Total hole depth (incremental value):
Distance between workpiece surface and bottom of
hole (tip of drill taper)
ú
Plunging depth (incremental value):
Infeed per cut. The TNC will go to depth in one
movement if:
■
The plunging depth is equal to the total hole depth
■
The plunging depth is greater than the total hole
depth
The total hole depth does not have to be a multiple of
the plunging depth.
ú
Feed rate for plunging: Traversing speed in mm/min
for drilling
ú
Finishing allowance: Allowance in the machining
plane
8.6 SL Cycles Group I
Example NC block:
N54 G56 P01 2 P02 -15 P03 5 P04 250
P05 +0.5*
Kkap8.pm6
29.06.2006, 08:06
193