4 p ath cont ours — car tesian coor dinat es – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 123
107
HEIDENHAIN TNC 410, TNC 426, TNC 430
6.4 P
ath Cont
ours — Car
tesian Coor
dinat
es
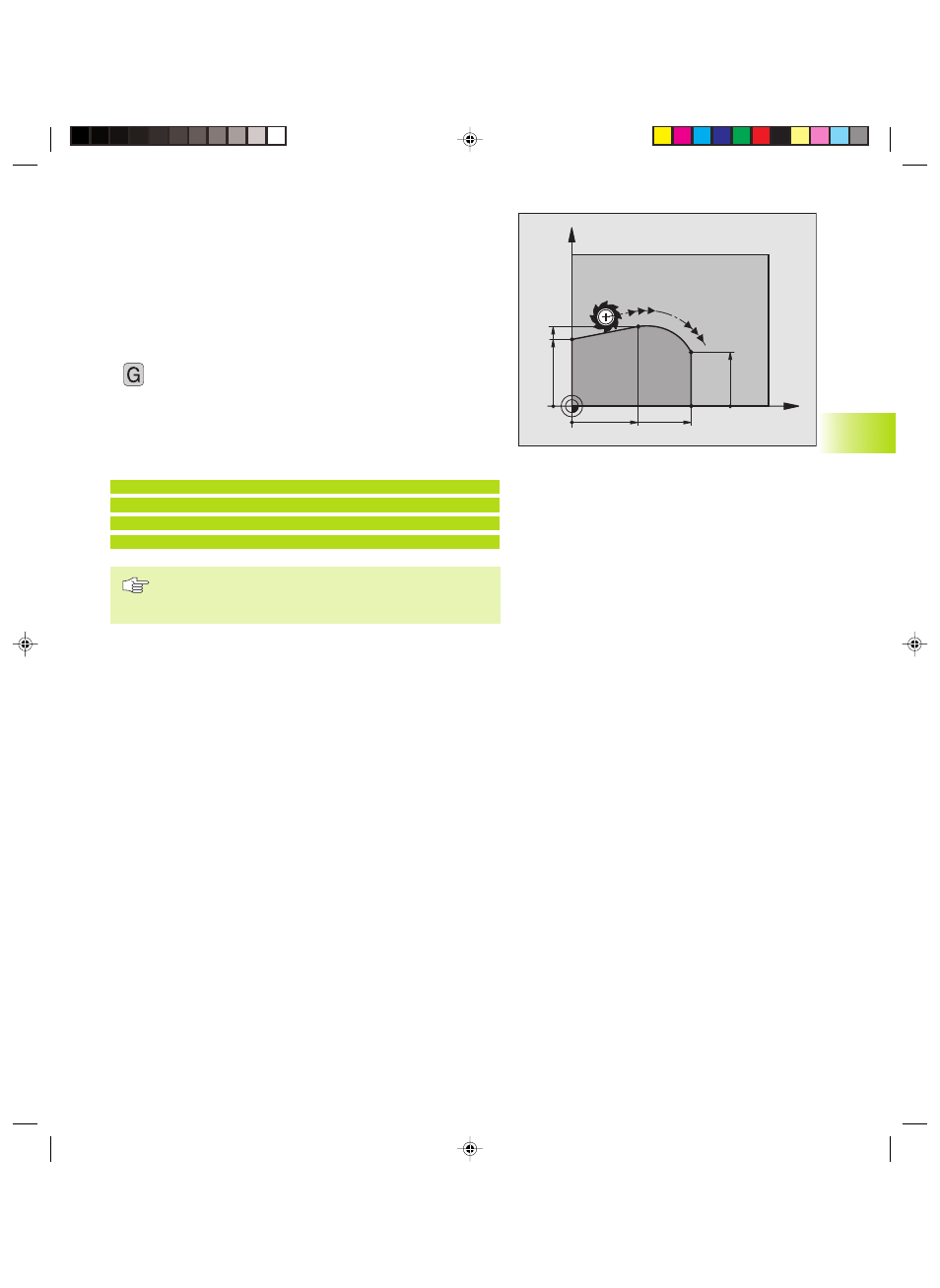
Circular path G06 with tangential approach
The tool moves on an arc that starts at a tangent with the previously
programmed contour element.
A transition between two contour elements is called “tangential”
when there is no kink or corner at the intersection between the two
contours — the transition is smooth.
The contour element to which the tangential arc connects must be
programmed immediately before the G06 block. This requires at
least two positioning blocks.
6
ú
Enter the coordinates of the arc end point.
Further entries, if necessary:
ú
Feed rate F
ú
Miscellaneous function M
Example NC blocks
N70 G01 G41 X+0 Y+25 F300 M3 *
N80 X+25 Y+30 *
N90 G06 X+45 Y+20 *
N100 G01 Y+0 *
A tangential arc is a two-dimensional operation: the
coordinates in the G06 block and in the contour element
preceding it must be in the same plane of the arc.
X
Y
25
45
25
30
20
Gkap6.pm6
29.06.2006, 08:06
107