7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 218
8 Programming: Cycles
202
ú
Set-up clearance Q6 (incremental value):
Distance between tool tip and workpiece surface
ú
Clearance height Q7 (absolute value): Absolute height
at which the tool cannot collide with the workpiece
(for intermediate positioning and retraction at the end
of the cycle)
ú
Inside corner radius Q8: Inside „corner“ rounding
radius; entered value is referenced to the tool
midpoint path
ú
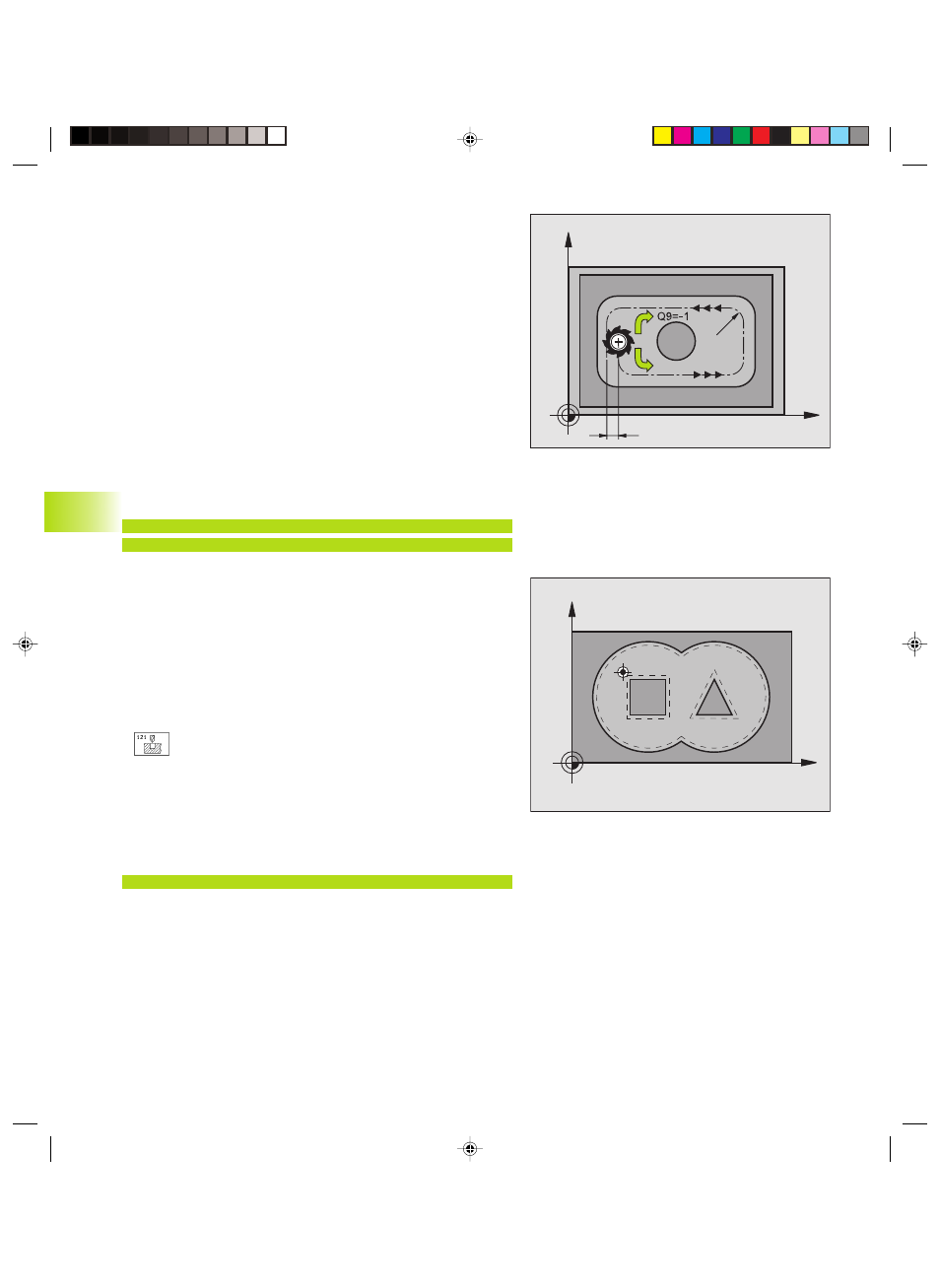
Direction of rotation ? Clockwise = -1 Q9: Machining
direction for pockets
■
Clockwise (Q9 = -1 up-cut milling for pocket
and island)
■
Counterclockwise (Q9 = +1 climb milling for pocket
and island)
You can check the machining parameters during a program
interruption and overwrite them if required.
Example NC block:
N57 G120 Q1=-20 Q2=1 Q3=+0.2 Q4=+0.1 Q5=+0 Q6=+2
Q7=+50 Q8=0.5 Q9=+1*
PILOT DRILLING (Cycle G121)
Process
Same as Cycle G83 Pecking (see section 8.3 ”Drilling Cycles”).
Application
Cycle G121 is for PILOT DRILLING of the cutter infeed points. It
accounts for the allowance for side and the allowance for floor as
well as the radius of the rough-out tool. The cutter infeed points
also serve as starting points for roughing.
ú
Plunging depth Q10 (incremental value):
Dimension by which the tool drills in each infeed
(negative sign for negative working direction)
ú
Feed rate for plunging Q11: Traversing speed of the
tool in mm/min during drilling
ú
Rough-out tool number Q13: Tool number of the
roughing mill
Example NC block:
N58 G121 Q10=+5 Q11=100 Q13=1*
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
X
Y
X
Y
k
Q9=+1
Q8
Kkap8.pm6
29.06.2006, 08:06
202