4 pr ogr am run – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 300
HEIDENHAIN TNC 410, TNC 426, TNC 430
285
Running a part program containing coordinates
from non-controlled axes (only TNC 410)
The TNC can also run programs in which you have programmed
non-controlled axes.
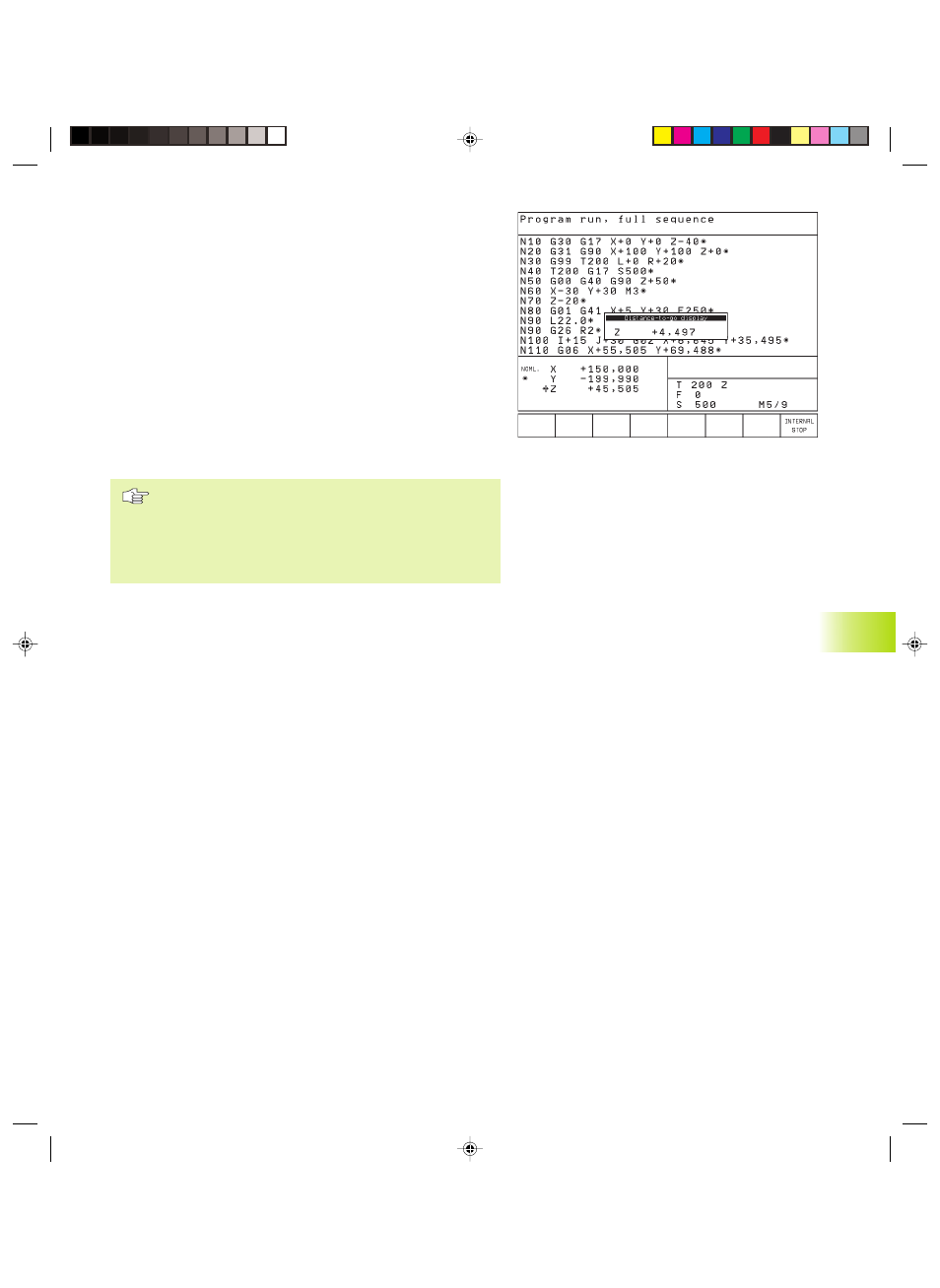
If the TNC arrives at a block in which you have programmed a non-
controlled axis, it stops program run. At the same time it
superimposes a window showing the distance-to-go to the target
position (see figure at top right). Proceed as follows:
ú
Move the axis manually to the target position. The TNC constantly
updates the distance-to-go window, and always shows the
distance remaining to reach the target position.
ú
Once you have reached the target position, press the NC START
key to continue program run. If you press the NC START key
before you have arrived at the target position, the TNC will output
an error message.
Machine parameter 1030.x determines how accurately
you need to approach the target position (possible input
values: 0.001 to 2 mm).
Non-controlled axes must be programmed in separate
positioning blocks, otherwise the TNC will output an
error message.
1
1
.4 Pr
ogr
am Run
Nkap11.pm6
29.06.2006, 08:06
285