1 gener al user p ar amet ers – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 364
HEIDENHAIN TNC 410, TNC 426, TNC 430
349
14.1 Gener
al User P
ar
amet
ers
SL Cycles Group I
MP7420
Mill channel around the contour — clockwise for islands and
counterclockwise for pockets: +0
Mill channel around the contour — clockwise for pockets and
counterclockwise for islands: +1
First mill the channel, then rough out the contour: +0
First rough out the contour, then mill the channel: +2
Combine compensated contours: +0
Combine uncompensated contours: +4
Complete one process for all infeeds before switching to the other
process: +0
Mill channel and rough-out for each infeed depth before continuing to
the next depth: +8
The following note applies to the Cycles G56, G57, G58, G59, G121,
G122, G123 and G124:
At the end of the cycle, move the tool to the position that was last
programmed before the cycle call: +0
At the end of the cycle, retract the tool in the tool axis only: +16
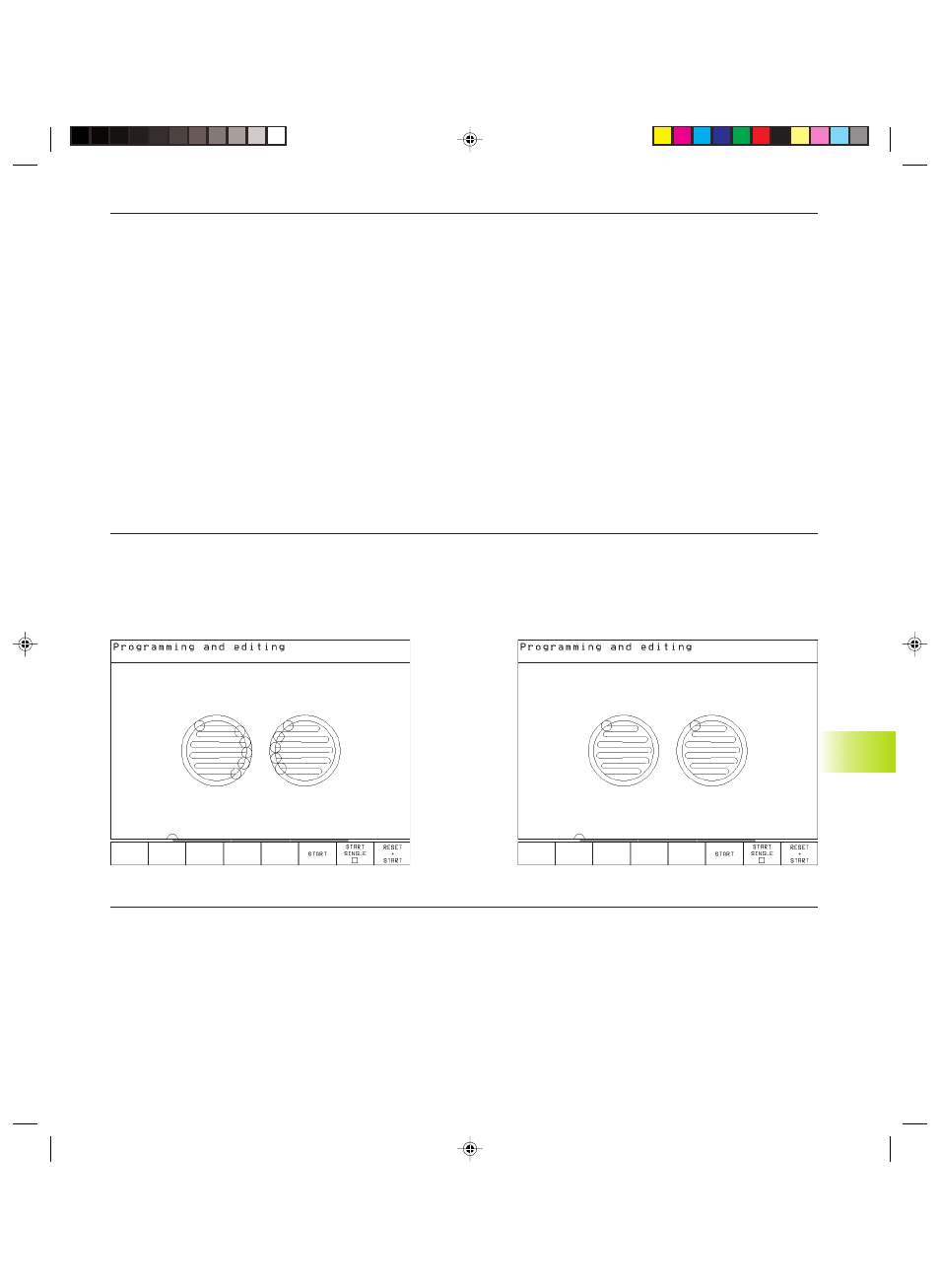
SL cycles, Group I, operating procedure (not TNC 426, TNC 430)
MP7420.1
Rough-out separate areas together, plunging with every pass: +0
Rough-out separate areas separately, plunging only once
for each area +1
Bit 1 to bit 7: reserved
MP7420.1 = 0
(small circles = penetration)
MP7420.1 = 1
Rkap14.pm6
29.06.2006, 08:07
349