9 coor dinat e t ransf or mation cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 252
8 Programming: Cycles
236
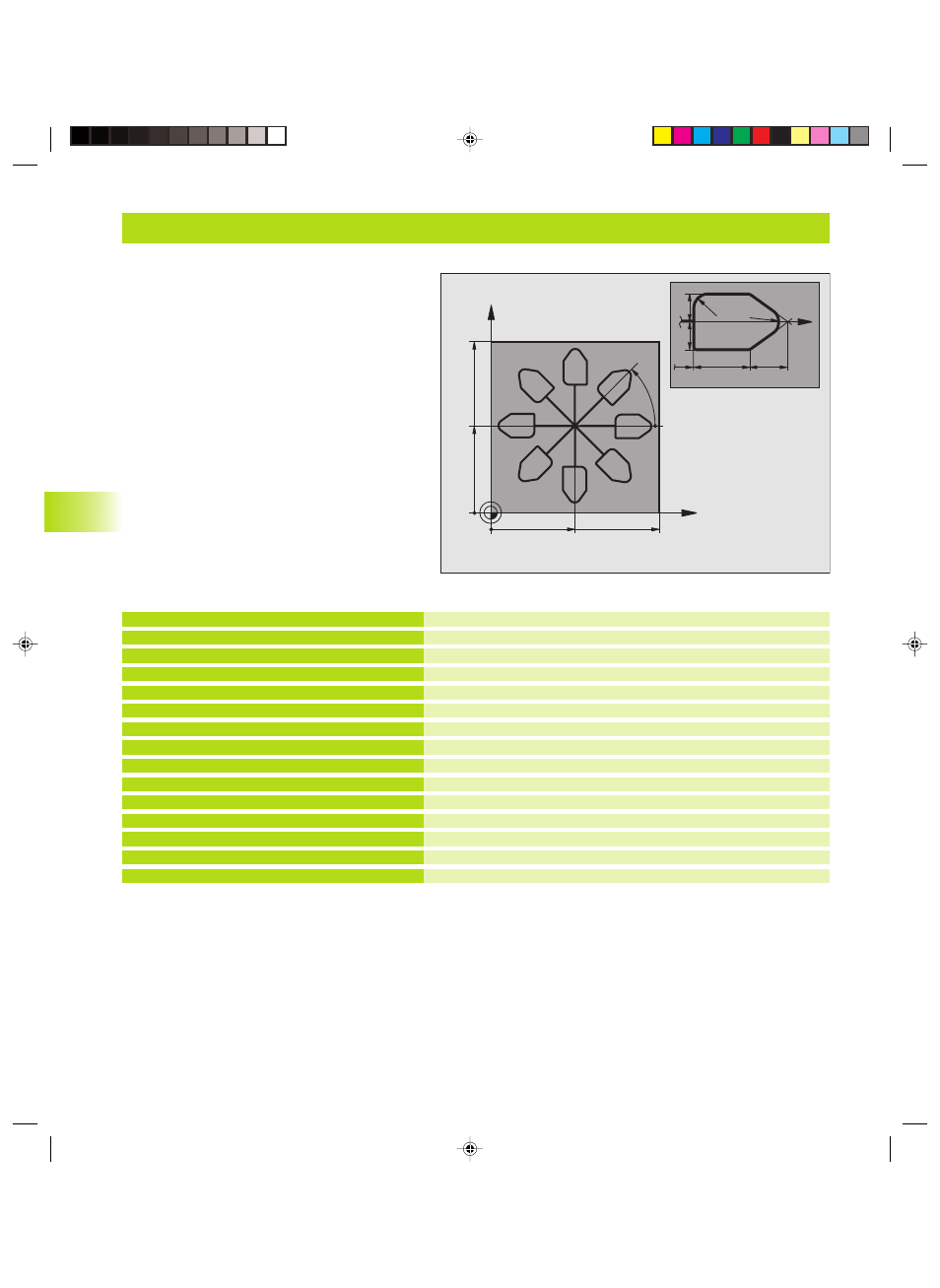
Example: Coordinate transformation cycles
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Shift datum to center
Call milling operation
Set label for program section repeat
Rotate by 45° (incremental)
Call milling operation
Return jump to LBL 10; execute the milling operation six times
Reset the rotation
Reset the datum shift
Retract in the tool axis, end program
%KOUMR G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G54 X+65 Y+65 *
N70 L1.0 *
N80 G98 L10 *
N90 G73 G91 H+45 *
N100 L1,0 *
N110 L10.6 *
N120 G73 G90 H+0 *
N130 G54 X+0 Y+0 *
N140 G00 Z+250 M2 *
Program sequence
■
Program the coordinate transformations in the
main program
■
Program the machining operation in subprogram
1 (see section 9 “Programming: Subprograms and
Program Section Repeats”)
8.9 Coor
dinat
e
T
ransf
or
mation Cy
cles
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
Kkap8.pm6
29.06.2006, 08:06
236