3 dr illing cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 183
167
HEIDENHAIN TNC 410, TNC 426, TNC 430
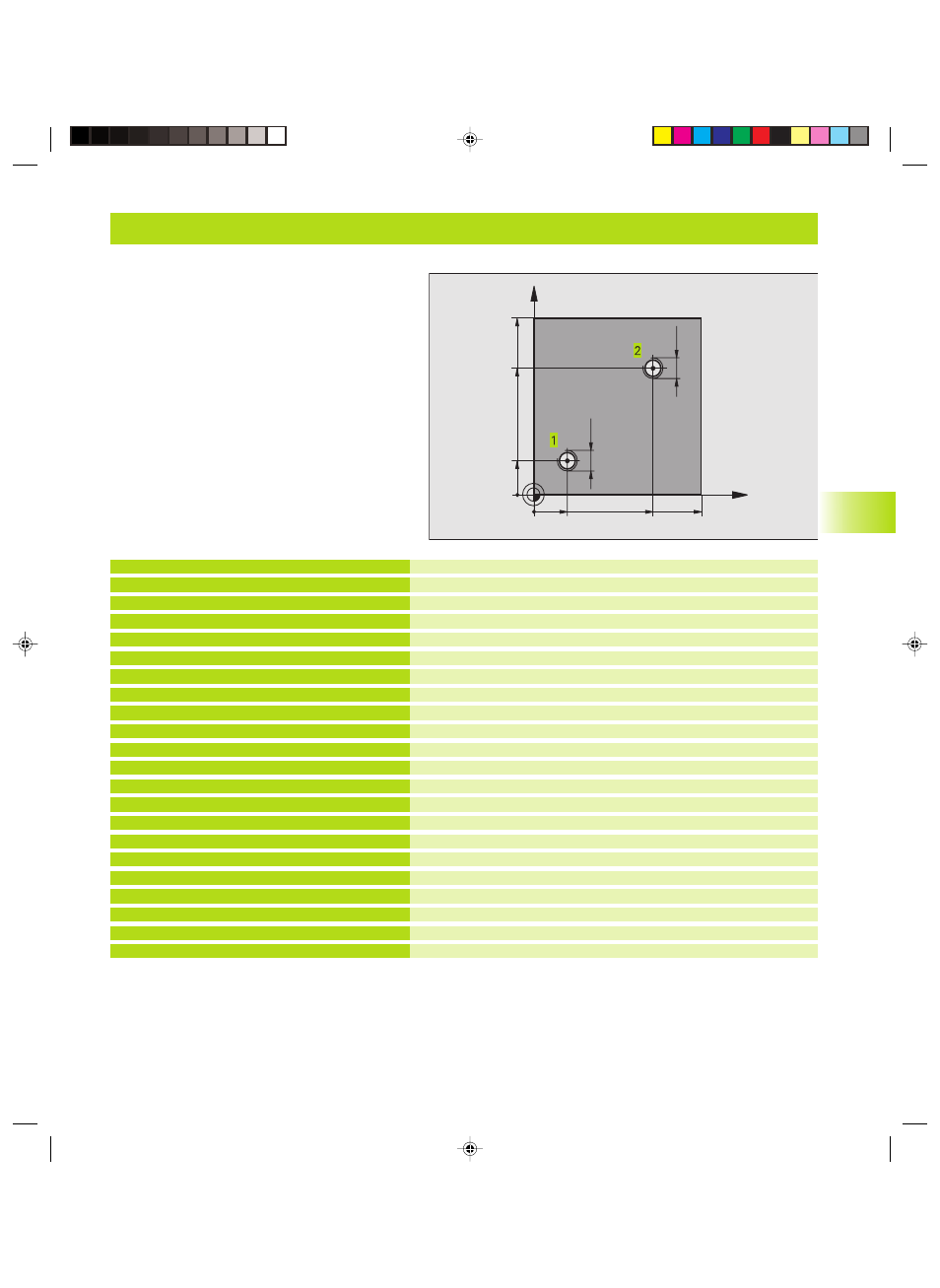
Example: Drilling cycles
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Define THREAD CUTTING cycle
Approach hole 1
Call subprogram 1
Approach hole 2
Call subprogram 1
Retract tool, end of main program
Subprogram 1: Thread cutting
Orient spindle (makes it possible to cut repeatedly)
Tool offset to prevent collision during tool infeed (dependent on
core diameter and tool)
Move to starting depth
Reset the tool to hole center
Calling the Cycle
Retract tool
End of subprogram 1
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G86 P01 +30 P02 -1,75 *
N70 X+20 Y+20 *
N80 L1,0 *
N90 X+70 Y+70 *
N100 L1,0 *
N110 G00 Z+250 M2 *
N120 G98 L1 *
N130 G36 S0 *
N140 G01 G91 X-2 F1000 *
N150 G90 Z-30 *
N160 G91 X+2 *
N170 G79 *
N180 G90 Z+5 *
N190 G98 L0 *
N999999 %C18 G71 *
Program sequence
■
Program the drilling cycle in the main program
■
Program the machining operation in a subprogram
(see section 9 “Programming: Subprograms and
Program Section Repeats”)
8.3 Dr
illing Cy
cles
X
Y
20
20
100
100
70
70
M12
M12
Kkap8.pm6
29.06.2006, 08:06
167