HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 140
7 Programming: Miscellaneous functions
124
7.4 Miscellaneous F
unctions f
or Cont
our
ing Beha
vior
7.4
Miscellaneous Functions for
Contouring Behavior
Smoothing corners: M90
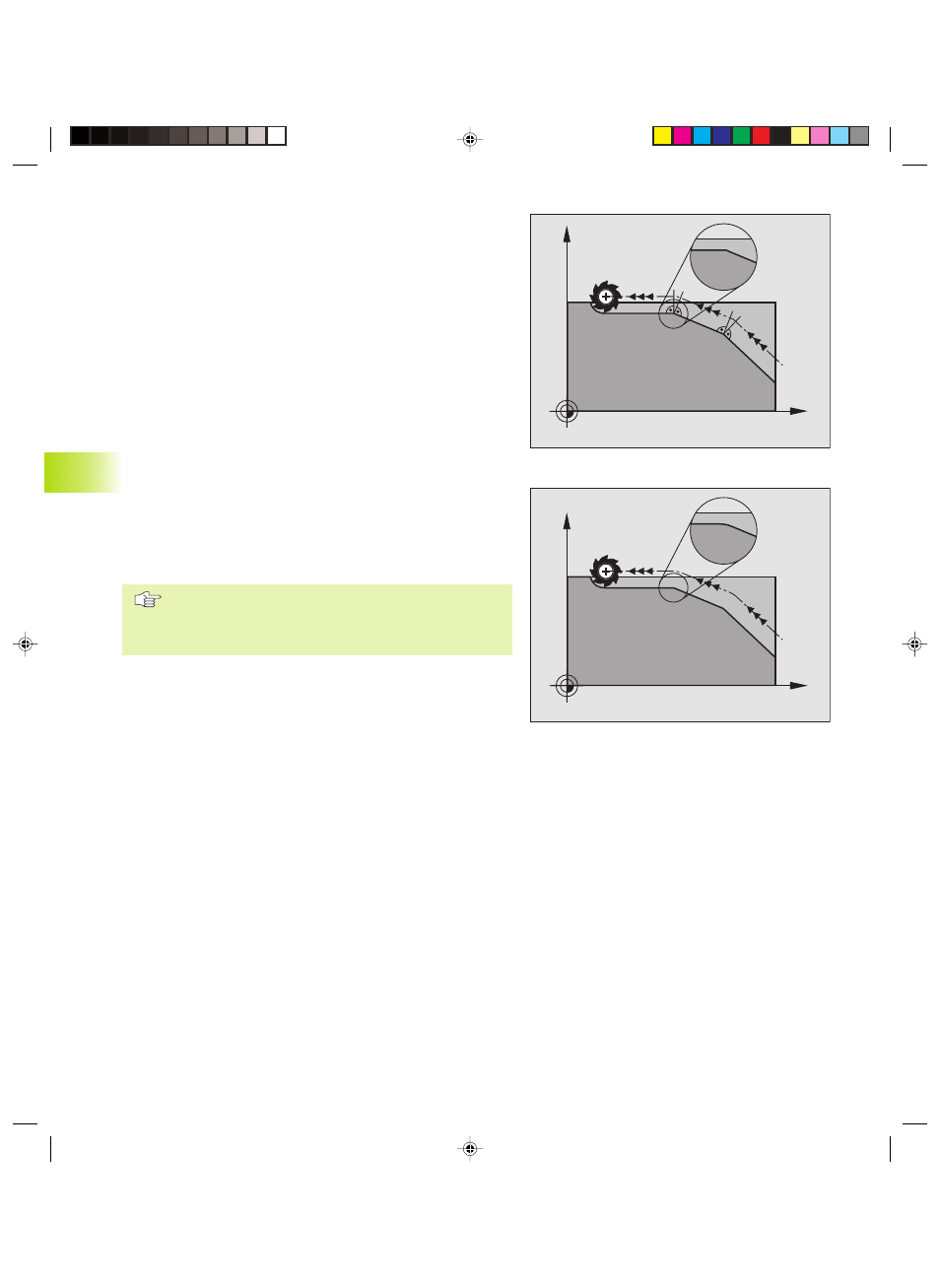
Standard behavior
The TNC stops the tool briefly in positioning blocks without tool
radius compensation. This is called an accurate stop.
In program blocks with radius compensation (RR/RL), the TNC
automatically inserts a transition arc at outside corners.
Behavior with M90
The tool moves at corners with constant speed: This provides a
smoother, more continuous surface. Machining time is also
reduced. See figure at center right.
Example application: Surface consisting of a series of straight line
segments.
Effect
M90 is effective only in the blocks in which it is programmed with
M90.
M90 becomes effective at the start of block. Operation with servo
lag must be active.
Independently of M90, you can use machine parameter
MP7460 to set a limit value up to which the tool moves at
constant path speed (effective with servo lag and
feedforward control). Not with TNC 426 or TNC 430.
X
Y
X
Y
Hkap7.pm6
29.06.2006, 08:06
124