HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 259
243
HEIDENHAIN TNC 410, TNC 426, TNC 430
9.3 Program Section Repeats
Programming a subprogram
98
ú
Mark the beginning of the subprogram by selecting
function G98.
ú
Press the ”L” key on the alphabetic keyboard and
enter a subprogram number
ú
Mark the end of the subprogram by selecting function
G98 again and entering ”L0”.
Calling a subprogram
ú
To call a subprogram, press the L key.
ú
Enter the label number for the program you are calling
and ”.0”.
L0.0 is not permitted, as it corresponds to the program
end call.
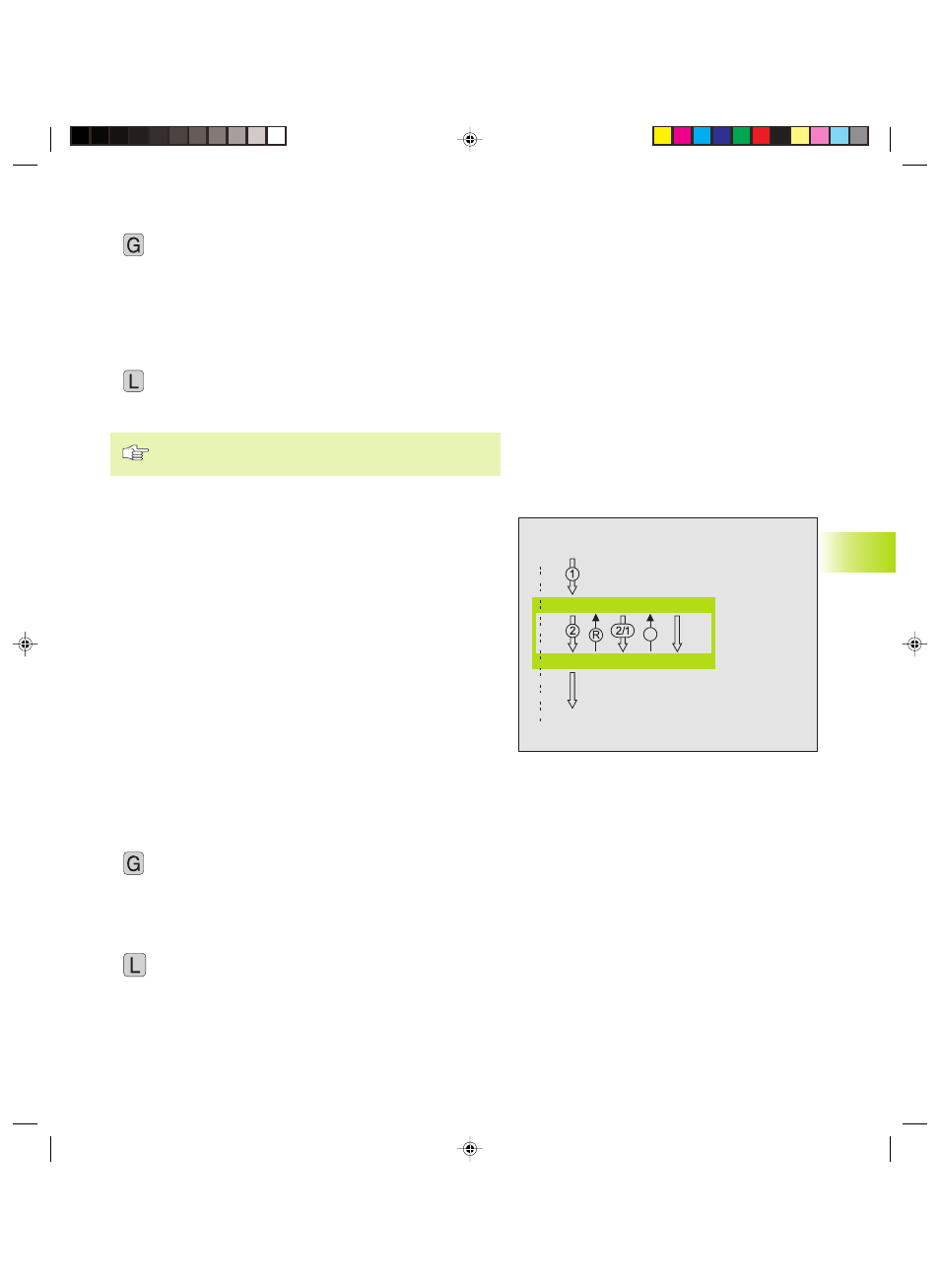
9.3 Program Section Repeats
Program section repeats begin with the marker G98 Ln. n can be
any label number. A program section repeat ends with Ln.m, where
m is the number of repeats.
Operating sequence
1 The TNC executes the part program up to the end of the program
section (L1.2)
2 Then the program section between the called label and the label
call L1.2 is repeated the number of times entered after the
decimal point.
3 The TNC then resumes the part program after the last repetition
Programming notes
■
You can repeat a program section up to 65 534 times in
succession.
■
The total number of times the program section is executed is
always one more than the programmed number of repeats.
Programming a program section repeat
98
ú
Mark the beginning of the subprogram by selecting
function G98.
ú
Press the ”L” key and enter a label number for the
program section to be repeated.
Calling a program section repeat
ú
Press the L key. Enter the label number for the
program section to be repeated, and the number of
repetitions after the comma.
% ...
G98 L1 *
L1,2 *
N99999 % ...
Lkap9.pm6
29.06.2006, 08:07
243