3 cont our appr oac h and depar tu re – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 117
101
HEIDENHAIN TNC 410, TNC 426, TNC 430
6.3 Cont
our
Appr
oac
h and Depar
tu
re
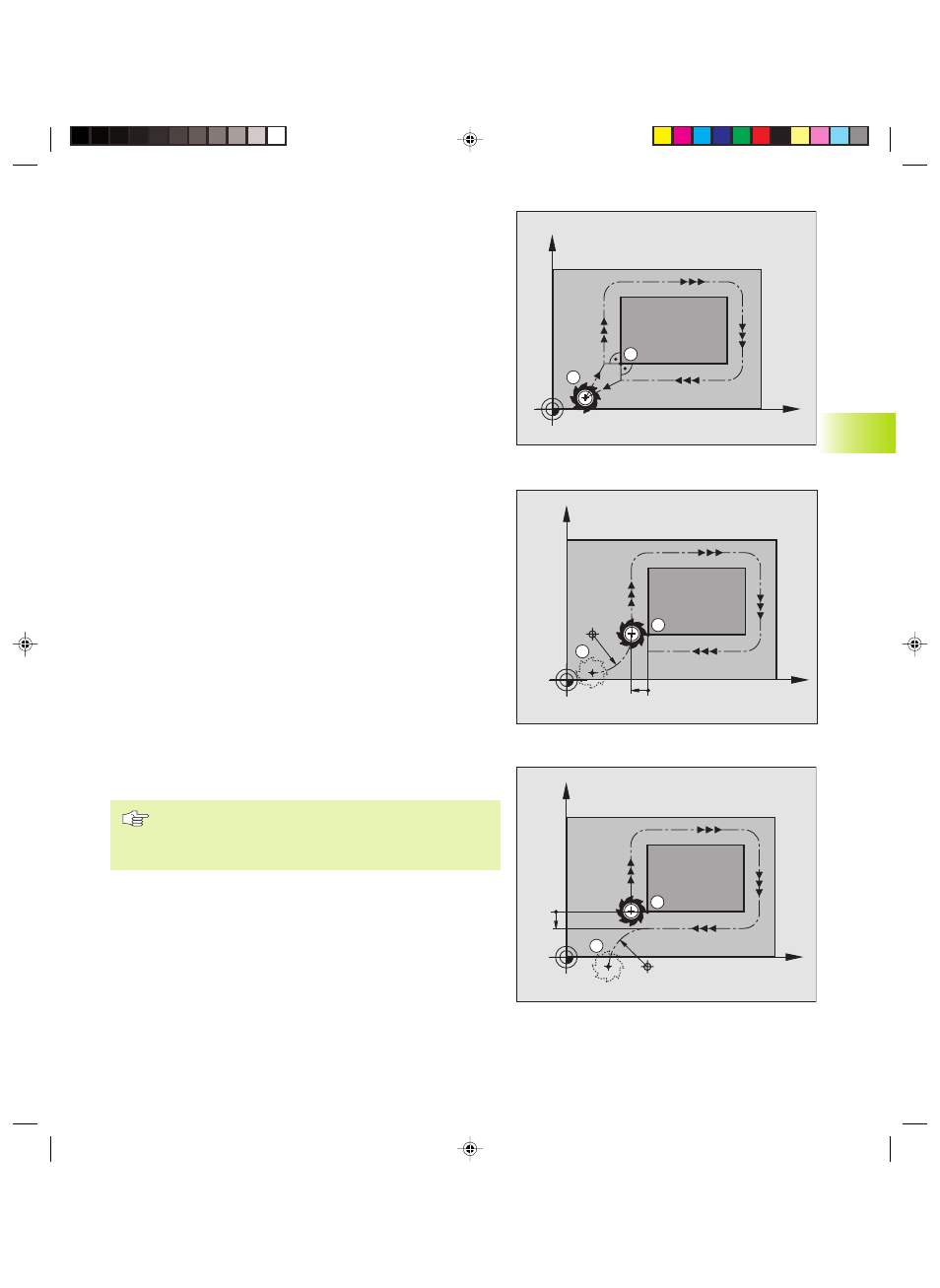
Common starting and end points
Do not program any radius compensation if the starting point and
end point are the same.
In order to make sure the contour will not be damaged, the optimal
starting point should lie between the extended tool paths for
machining the first and last contour elements.
Example
Figure at upper right: If you set the starting point in the dark gray
area, the contour will be damaged when the first contour element
is approached.
Tangential approach and departure
With G26 (figure at center right), you can program a tangential
approach to the workpiece, and with G27 (figure at lower right) a
tangential departure. In this way you can avoid dwell marks.
Starting point and end point
The starting point and the end point lie outside the workpiece,
close to the first and last contour points. They are to be
programmed without radius compensation.
Approach:
ú
Enter G26 after the block in which the first contour element is
programmed: This will be the first block with radius
compensation
G41/G42
Departure:
ú
Enter G27 after the block in which the last contour element is
programmed: This will be the last block with radius compensation
G41/G42
Select the radius for G26 and G27 so that it is possible to
execute the circular path between the starting point and
the first contour point, as well as the last contour point
and the end point.
X
Y
A
SE
G40
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B
Gkap6.pm6
29.06.2006, 08:06
101