9 coor dinat e t ransf or mation cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 247
231
HEIDENHAIN TNC 410, TNC 426, TNC 430
WORKING PLANE (Cycle G80, not TNC 410)
The functions for tilting the working plane are interfaced
to the TNC and the machine tool by the machine tool
builder. With some swivel heads and tilting tables, the
machine tool builder determines whether the entered
angles are interpreted as coordinates of the tilt axes or
as mathematical angles of a tilted plane. Your machine
manual provides more detailed information.
The working plane is always tilted around the active
datum.
The fundamentals of this TNC function are described in
section 2.5 “Tilting the Working Plane.” It is important
that you read through this section thoroughly.
Effect
In Cycle G80 you define the position of the working plane - i.e. the
position of the tool axis referenced to the machine coordinate
system - by entering tilt angles. There are two ways to determine
the position of the working plane:
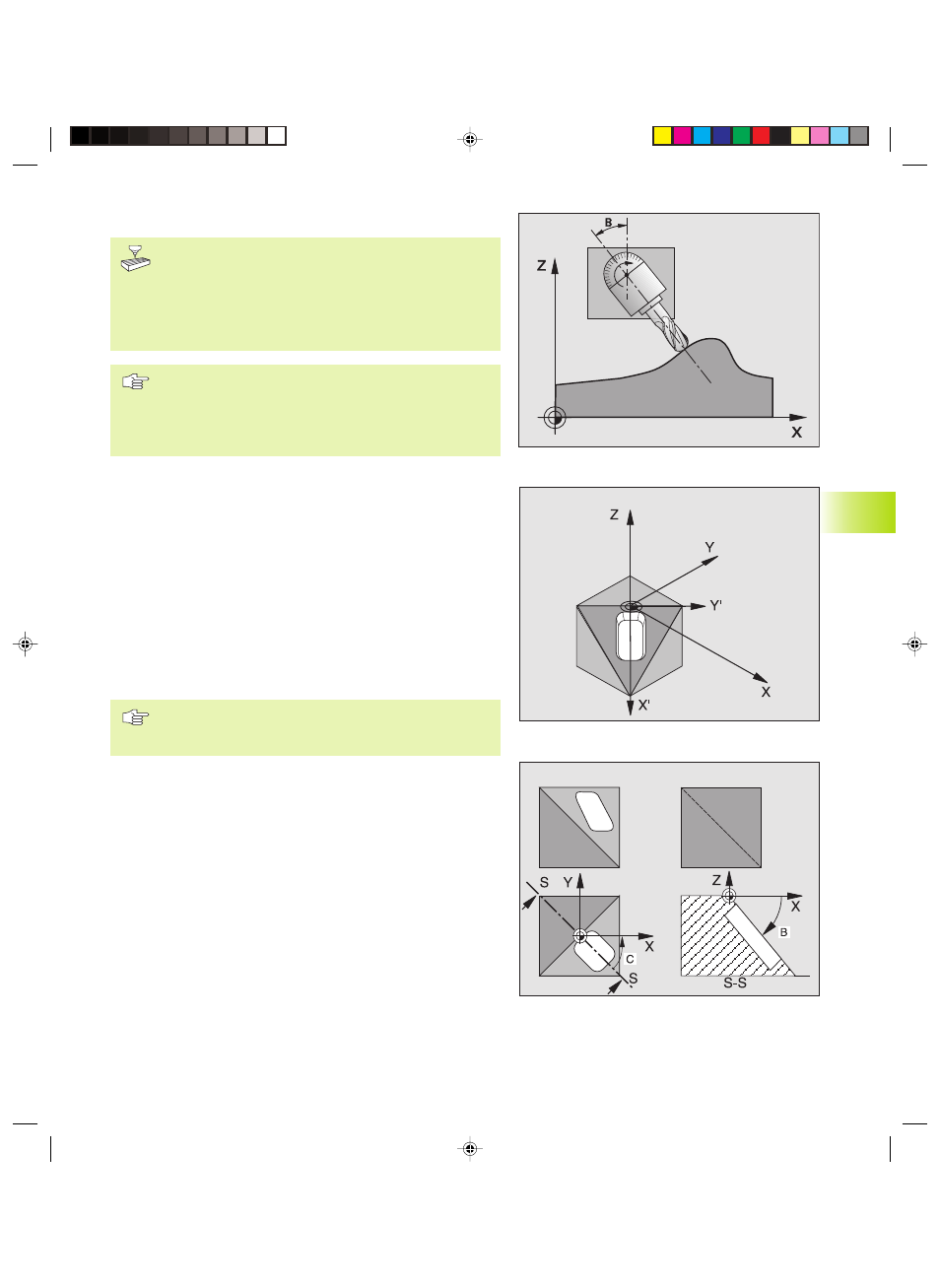
■
Enter the slope of the tilted axes directly (see figure at upper
right)
■
Describe the position of the working plane using up to 3 rotations
(spatial angle) of the machine-referenced coordinate system. The
required spatial angle can be calculated by cutting a perpendicular
line through the tilted working plane and considering it from the
axis around which you wish to tilt (see figures at center right and
at bottom right). With two spatial angles, every tool position in
space can be defined exactly.
Note that the position of the tilted coordinate system,
and therefore also all movement in the tilted system, are
dependent on your description of the tilted plane.
If you program the position of the working plane via spatial angles,
the TNC will calculate the required angle positions of the tilted axes
automatically and will store these in the parameters Q120 (A-axis) to
Q122 (C-axis). If two solutions are possible, the TNC will choose the
shorter path from the zero position of the rotary axes.
The axes are always rotated in the same sequence for calculating
the tilt of the plane: The TNC first rotates the A axis, then the B axis,
and finally the C axis.
Cycle G80 becomes effective as soon as it is defined in the pro-
gram. As soon as you move an axis in the tilted system, the
compensation for this specific axis is activated. You have to move all
axes to activate compensation for all axes.
8.9 Coor
dinat
e
T
ransf
or
mation Cy
cles
Kkap8.pm6
29.06.2006, 08:06
231