7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 220
8 Programming: Cycles
204
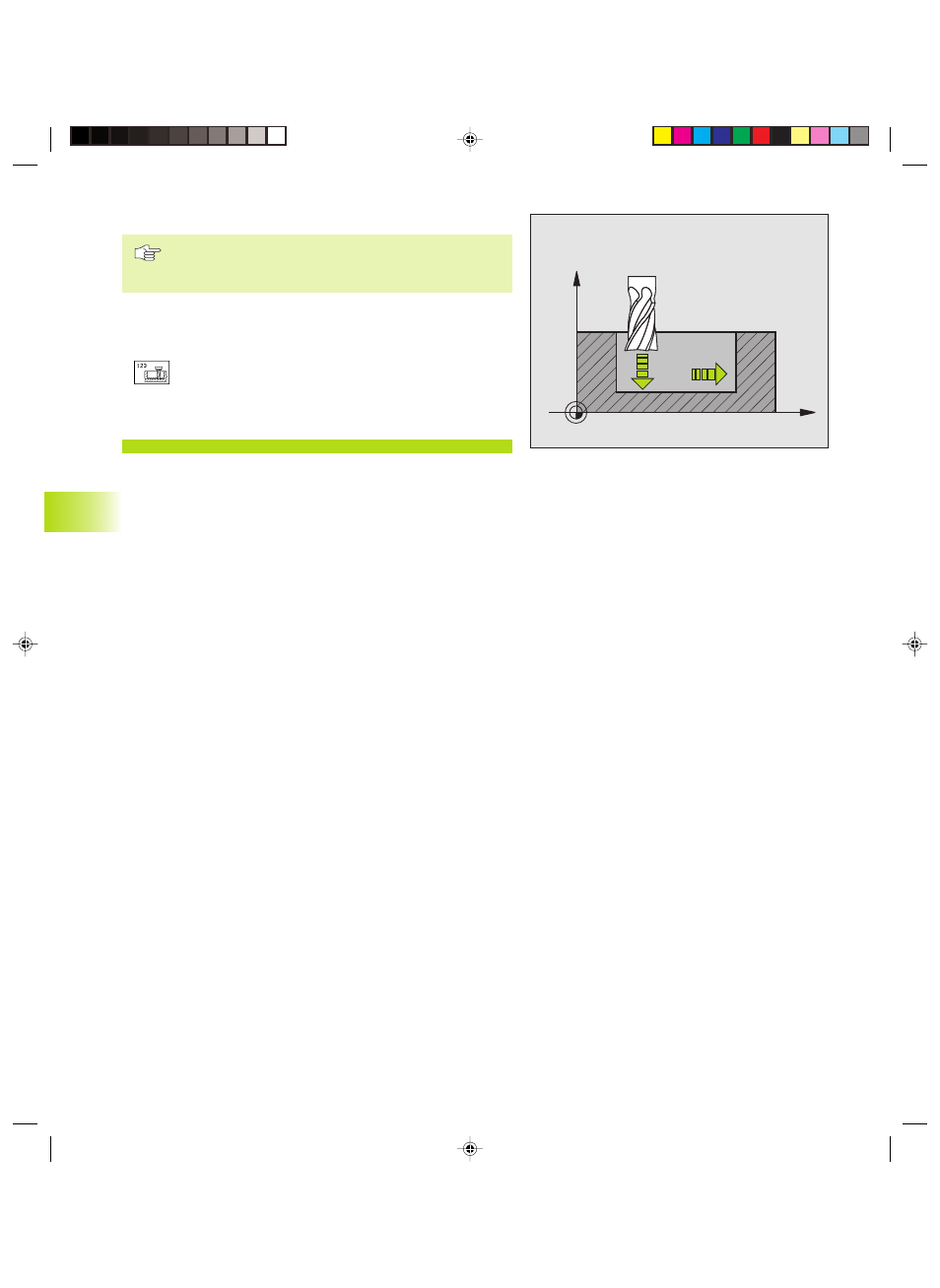
FLOOR FINISHING (Cycle G123)
The TNC automatically calculates the starting point for
finishing. The starting point depends on the available
space in the pocket.
The tool approaches the machining plane smoothly (in a vertically
tangential arc). The tool then clears the finishing allowance
remaining from rough-out.
ú
Feed rate for plunging: Traversing speed of the tool
during penetration
ú
Feed rate for milling Q12: Traversing speed for milling
Example NC block:
N60 G123 Q11=100 Q12=350*
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
X
Z
Q11
Q12
Kkap8.pm6
29.06.2006, 08:06
204
This manual is related to the following products: