9 coor dinat e t ransf or mation cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 241
225
HEIDENHAIN TNC 410, TNC 426, TNC 430
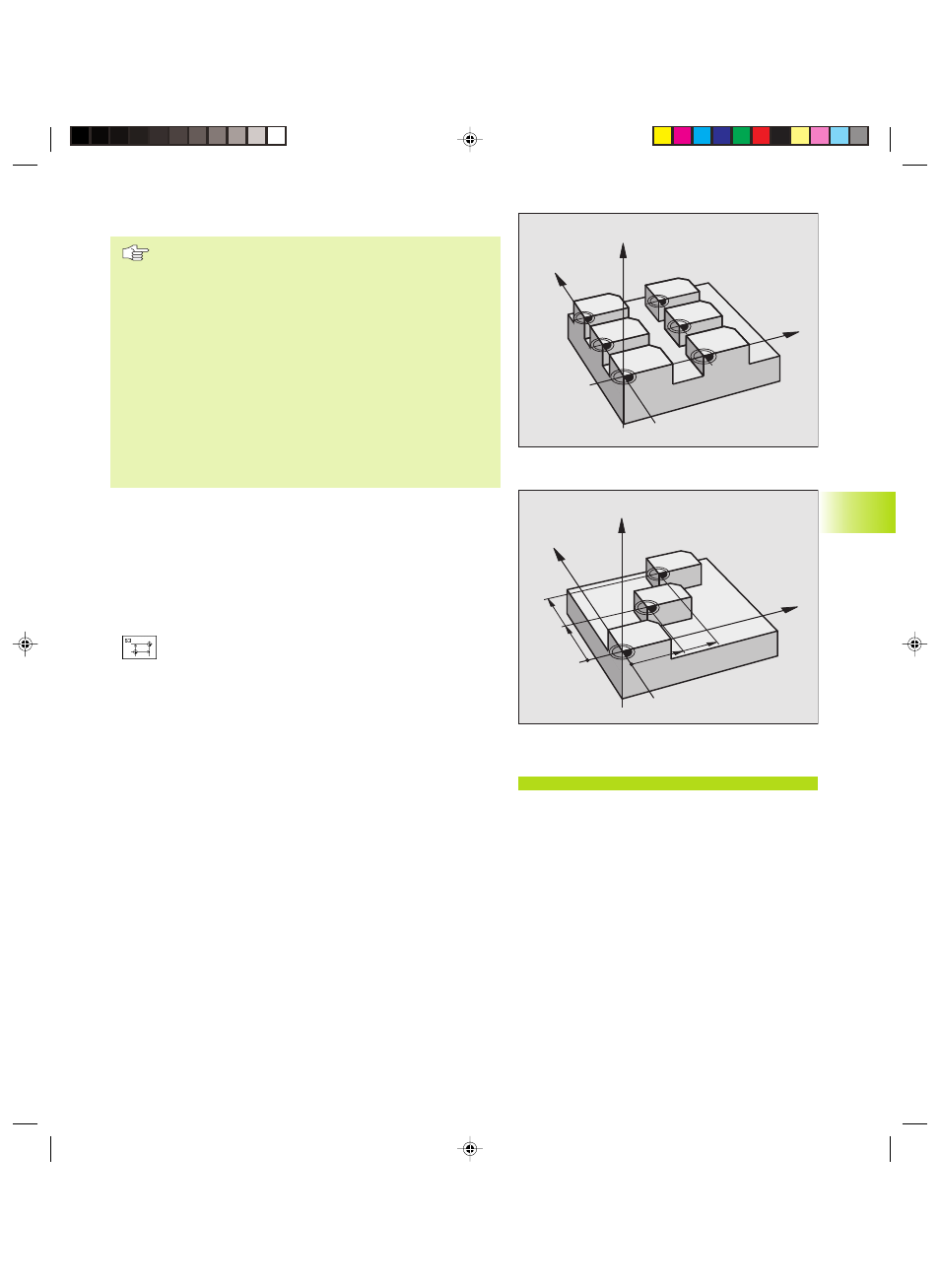
DATUM SHIFT with datum tables (Cycle G53)
Datums from a datum table can be referenced either to
the current datum or to the machine datum (depending
on machine parameter 7475).
The coordinate values from datum tables are only
effective with absolute coordinate values.
For the TNC 426, TNC 430:
If you are using the interactive programming graphics
with the datum tables, you must select the desired
datum table (status S) in the Test Run mode of operation
before starting the programming graphics.
New lines can only be inserted at the end of the table.
If you are working with only one datum table, be sure to
activate the correct datum in the program run modes of
operation.
Application
Datum tables are used for
■
frequently recurring machining sequences at various locations on
the workpiece
■
frequent use of the same datum shift
Within a program, you can either program datum points directly in
the cycle definition or call them from a datum table.
ú
Datum shift: Enter the number of the datum from the
datum table or a Q parameter. If you enter a Q
parameter, the TNC activates the datum number found
in the Q parameter. To activate the datum table, see
the instructions given later in this chapter.
Cancellation
■
Call a datum shift to the coordinates X=0; Y=0 etc. from a datum
table.
■
Execute a datum shift to the coordinates X=0; Y=0 etc. directly via
cycle definition.
Status Displays
If datums in the table are referenced to the machine datum, then:
■
The actual position values are referenced to the active (shifted)
datum.
■
The datum shown in the additional status display is referenced to
the machine datum, whereby the TNC accounts for the manually
set datum.
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
8.9 Coor
dinat
e
T
ransf
or
mation Cy
cles
Example NC block:
N72 G53 #12*
Kkap8.pm6
29.06.2006, 08:06
225