7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 226
8 Programming: Cycles
210
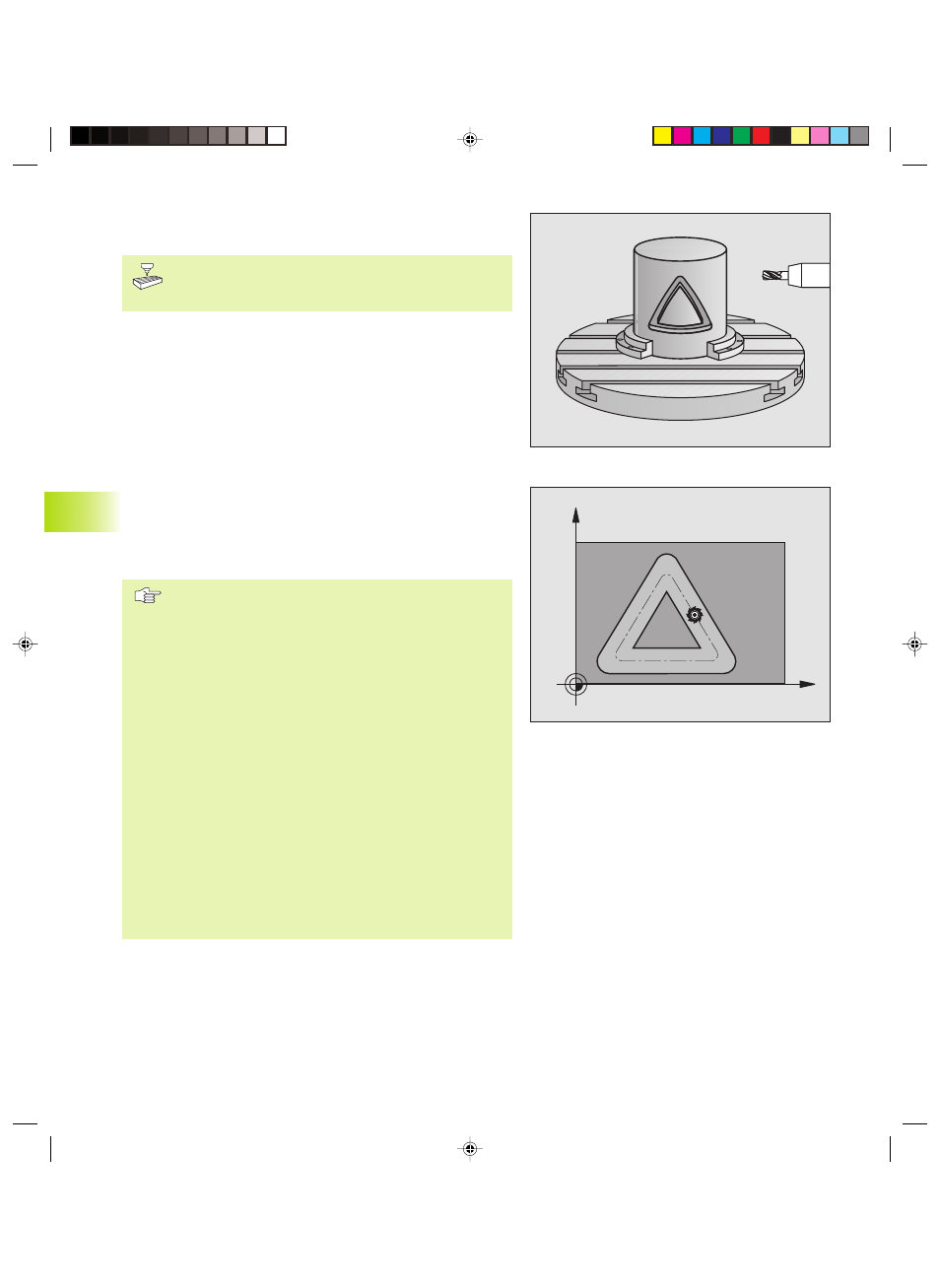
CYLINDER SURFACE slot milling (Cycle G128, only
in TNC 426, TNC 430 with NC software 280 474-xx)
The TNC and the machine tool must be specially
prepared by the machine tool builder for the use of Cycle
G128.
This cycle enables you to program a guide notch in two dimensions
and then transfer it onto a cylindrical surface. Unlike Cycle G127,
with this cycle the TNC adjusts the tool so that, with radius
compensation active, the walls of the slot are always parallel.
Program the center-line path of the contour.
1 The TNC positions the tool over the cutter infeed point.
2 At the first plunging depth, the tool mills along the programmed
slot wall at the milling feed rate Q12 while respecting the
finishing allowance for the side.
3 At the end of the contour, the TNC moves the tool to the opposite
wall and returns to the infeed point.
4 Steps 2 to 3 are repeated until the programmed milling depth Q1
is reached.
5 Then the tool moves to the setup clearance.
Before programming, note the following:
The memory capacity for programming an SL cycle is
limited. For example, you can program up to 128 straight-
line blocks in one SL cycle.
The algebraic sign for the depth parameter determines
the working direction.
This cycle requires a center-cut end mill (ISO 1641).
If the cutter diameter is smaller than half the slot width,
you may want to run Cycle G127 with an R0 tool radius
for roughing.
The cylinder must be set up centered on the rotary table.
The tool axis must be perpendicular to the rotary table. If
this is not the case, the TNC will generate an error
message.
This cycle can also be used in a tilted working plane.
The TNC checks whether the compensated and non-
compensated tool paths lie within the display range of
the rotary axis, which is defined in Machine Parameter
810.x. If the error message „Contour programming
error“ is output, set MP 810.x = 0.
C
Z
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
Kkap8.pm6
29.06.2006, 08:06
210