5 tilt the working plane (not tnc 410), 5 tilt the w o rking plane (not tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 37
21
HEIDENHAIN TNC 410, TNC 426, TNC 430
Datum setting
Fragile workpiece? If the workpiece surface must not be scratched,
you can lay a metal shim of know thickness
d
on it. Then enter a
tool axis datum value that is larger than the desired datum by the
value
d
.
Select the Manual Operation mode.
<
Move the tool slowly until it touches the
workpiece surface.
<
Select an axis (all axes can also be selected via
the ASCII keyboard)
Datum Set Z=
<
Zero tool in spindle axis: Set the display to a
known workpiece position (here, 0) or enter the
thickness
d
of the shim. In the tool axis, offset
the tool radius.
Repeat the process for the remaining axes.
If you are using a preset tool, set the display of the tool axis to the
length L of the tool or enter the sum Z=L+d.
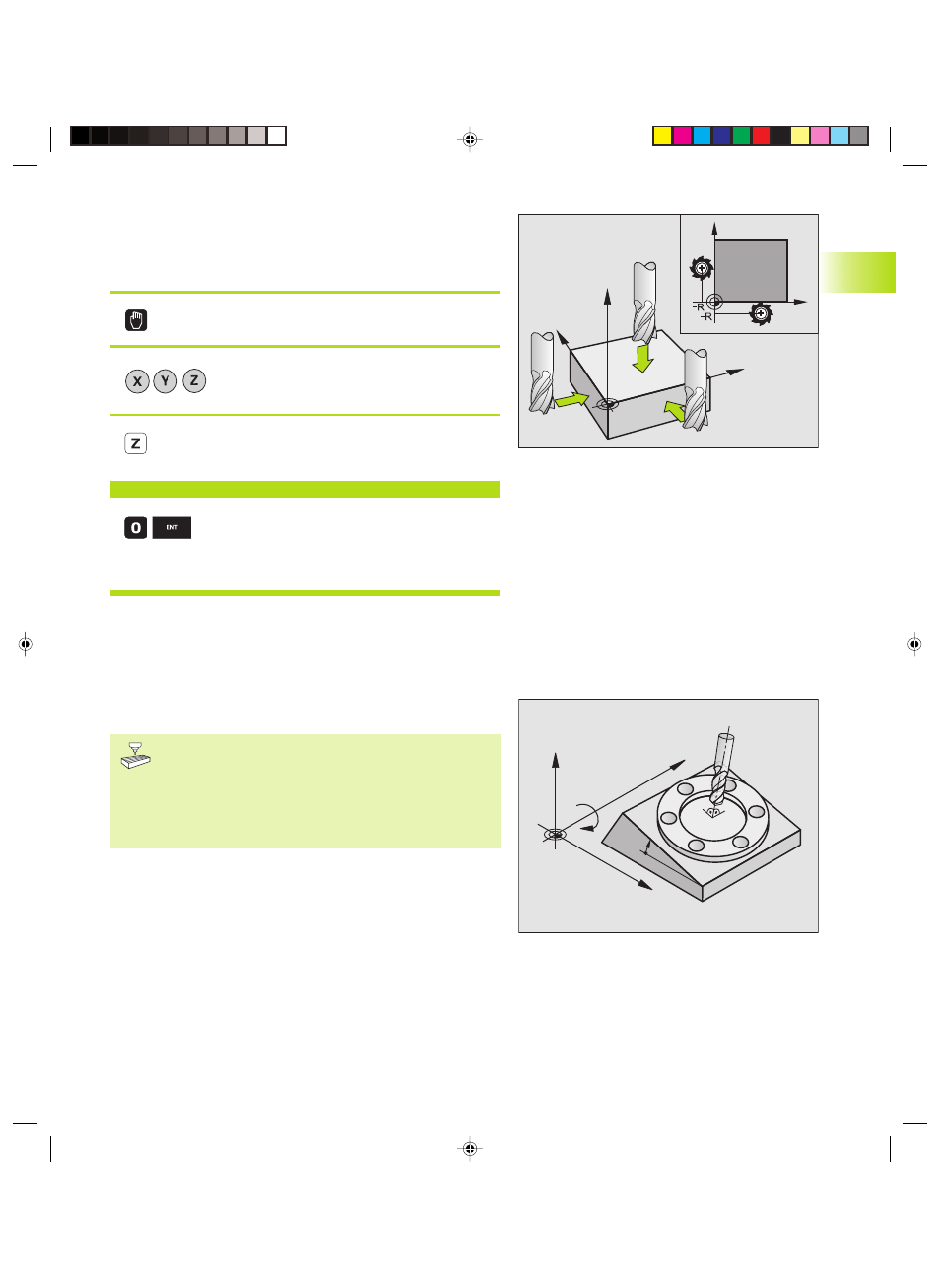
2.5 Tilt the working plane (not TNC 410)
The functions for tilting the working plane are interfaced
to the TNC and the machine tool by the machine tool
builder. With specific swivel heads and tilting tables, the
machine tool builder determines whether the entered
angles are interpreted as coordinates of the tilt axes or
as solid angles. Your machine manual provides more
detailed information.
The TNC supports the tilting functions on machine tools with swivel
heads and/or tilting tables. Typical applications are, for example,
oblique holes or contours in an oblique plane. The working plane is
always tilted around the active datum. The program is written as
usual in a main plane, such as the X/Y plane, but is executed in a
plane that is tilted relative to the main plane.
Y
X
Z
X
Y
2.5
Tilt the w
o
rking
plane
(not
TNC 41
0)
X
Z
Y
B
10°
Dkap2-3.pm6
29.06.2006, 08:06
21