3 dr illing cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 182
8 Programming: Cycles
166
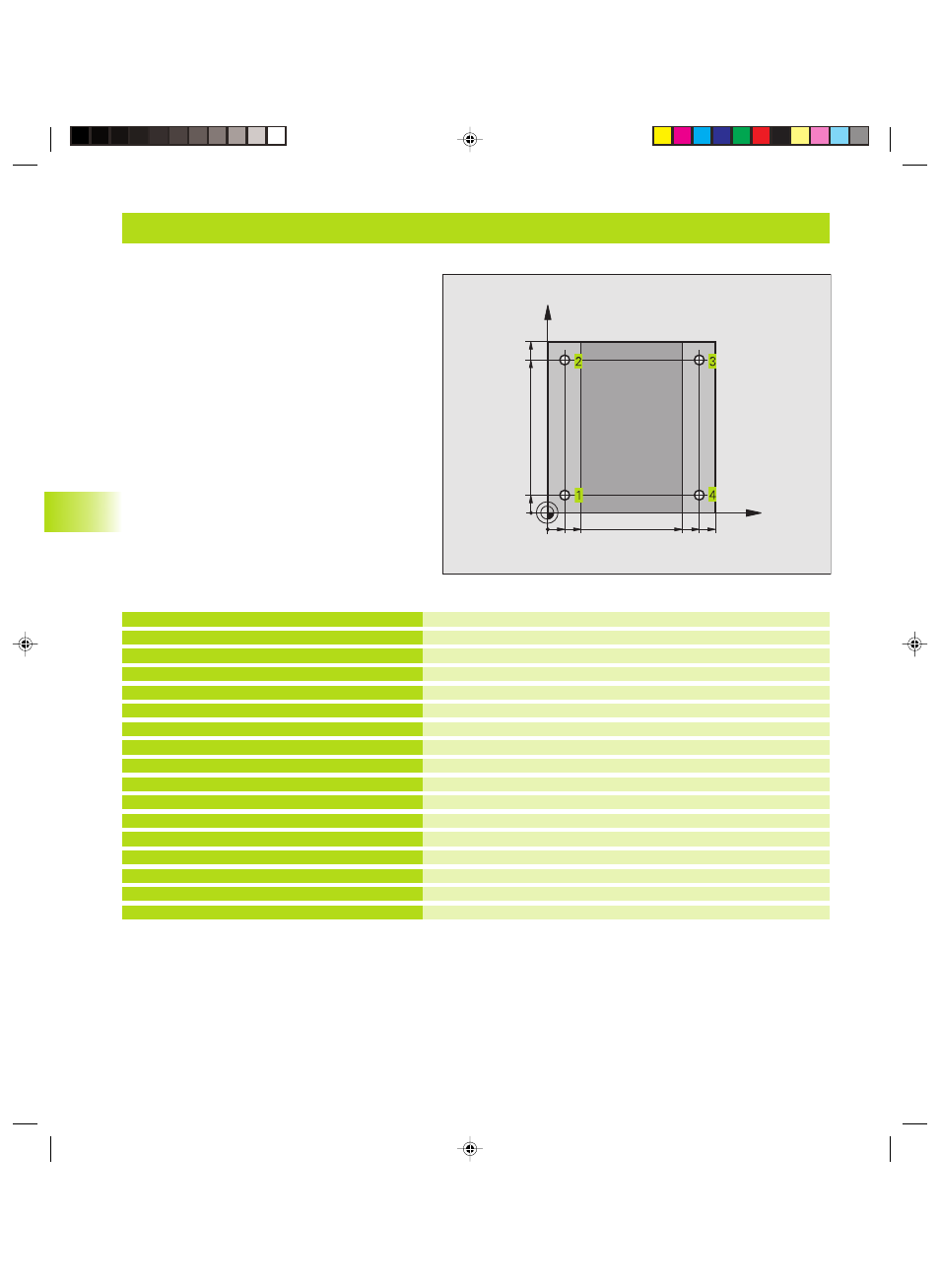
Example: Drilling cycles
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Define cycle
Approach hole 1, spindle ON
Pre-position in the spindle axis, cycle call
Approach hole 2, call cycle
Retract in the spindle axis
Approach hole 3
Pre-position in the spindle axis, cycle call
Approach hole 4, call cycle
Retract in the tool axis, end program
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G200 Q200=2 Q201=-15 Q206=250
Q202=5 Q210=0 Q203=0 Q204=50 *
N70 X+10 Y+10 M3 *
N80 Z-8 M99 *
N90 Y+90 M99 *
N100 Z+20 *
N110 X+90 *
N120 Z-8 M99 *
N130 Y+10 M99 *
N140 G00 Z+250 M2 *
N999999 %C200 G71 *
8.3 Dr
illing Cy
cles
X
Y
20
10
100
100
10
90
90
80
Kkap8.pm6
29.06.2006, 08:06
166