HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 141
125
HEIDENHAIN TNC 410, TNC 426, TNC 430
Entering contour transitions between two contour
elements: M112 (not TNC 426, TNC 430)
Standard behavior
The TNC stops briefly for all changes in direction that are greater
than the limit angle defined in MP7460(exact stop).
In program blocks with radius compensation (RR/RL), the TNC
automatically inserts a transition arc at outside corners.
Behavior with M112
You can adjust the effect of M112 by redefining machine
parameters.
The TNC inserts a selectable contour transition between any
contour elements (compensated and uncompensated), in the
plane or in three dimensions :
■
Tangential circle: MP7415.0 = 0
an acceleration jump results from the change in the curvature at
the connection points.
■
Third-degree polynomial (cubic spline): MP7415.0 = 1
There is no velocity jump at the connection points.
■
Fifth-degree polynomial: MP7415.0 = 2
There is no acceleration jump at the connection points.
■
Seventh-degree polynomial: MP7415.0 = 3 (standard setting)
There is no jump in the rate of acceleration change.
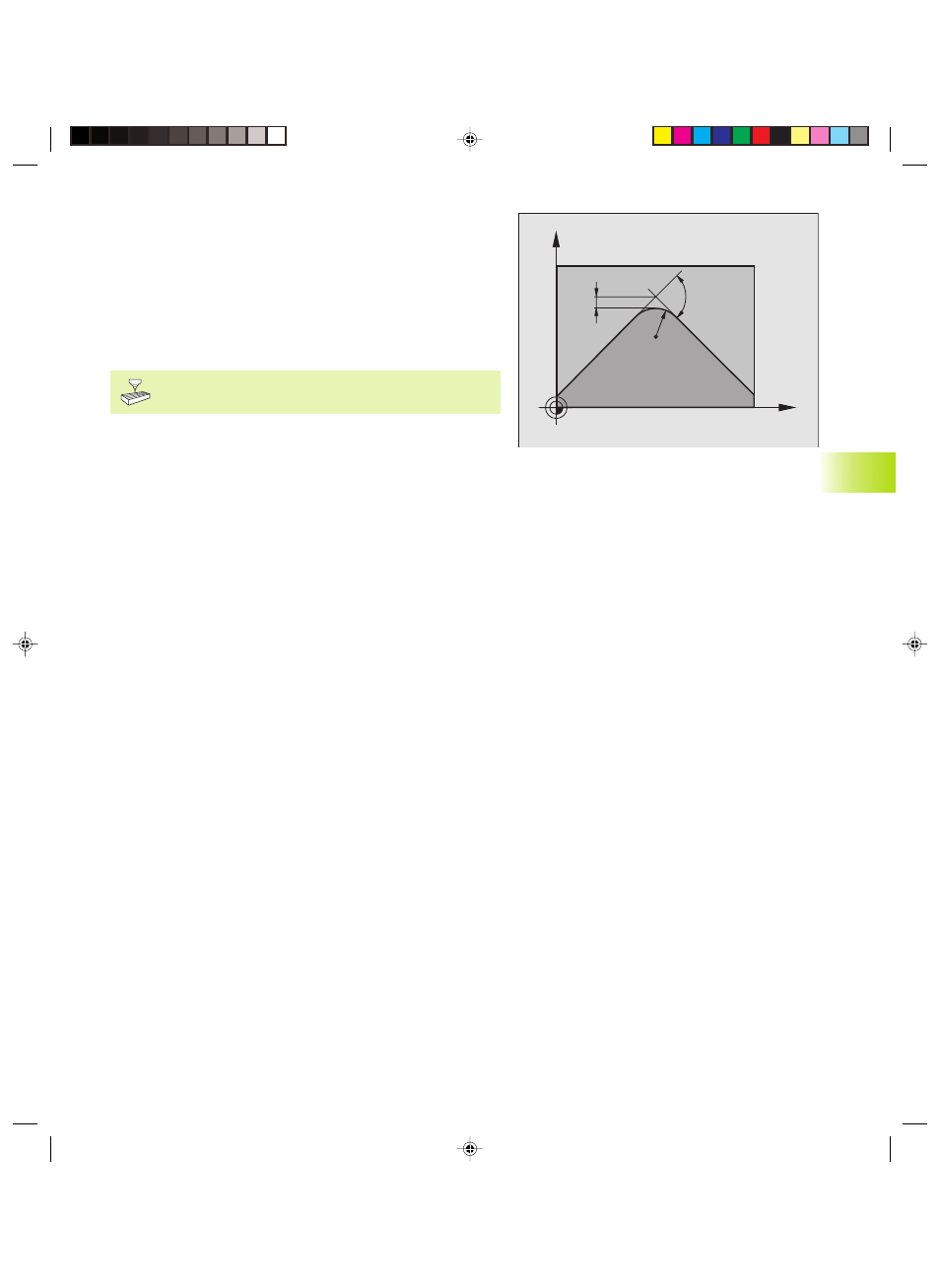
Permissible contour deviation E
With the tolerance value T you define the distance by which the
milled contour can deviate from the programmed contour. If you do
not enter a tolerance value, the TNC calculates the most exact
contour transition possible at the programmed feed rate.
Limit angle H
If you enter a limit angle A, the TNC smoothens only those contour
transitions whose angle of directional change is greater than the
programmed limit angle. If you enter a limit angle = 0, the TNC
moves the tool at a constant acceleration also over tangential
transitions. Input range: 0° to 90°
7.4 Miscellaneous F
unctions f
or Cont
our
ing Beha
vior
X
Y
T
A
R
Hkap7.pm6
29.06.2006, 08:06
125