5 p ath cont ours — p olar coor dinat es – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 133
117
HEIDENHAIN TNC 410, TNC 426, TNC 430
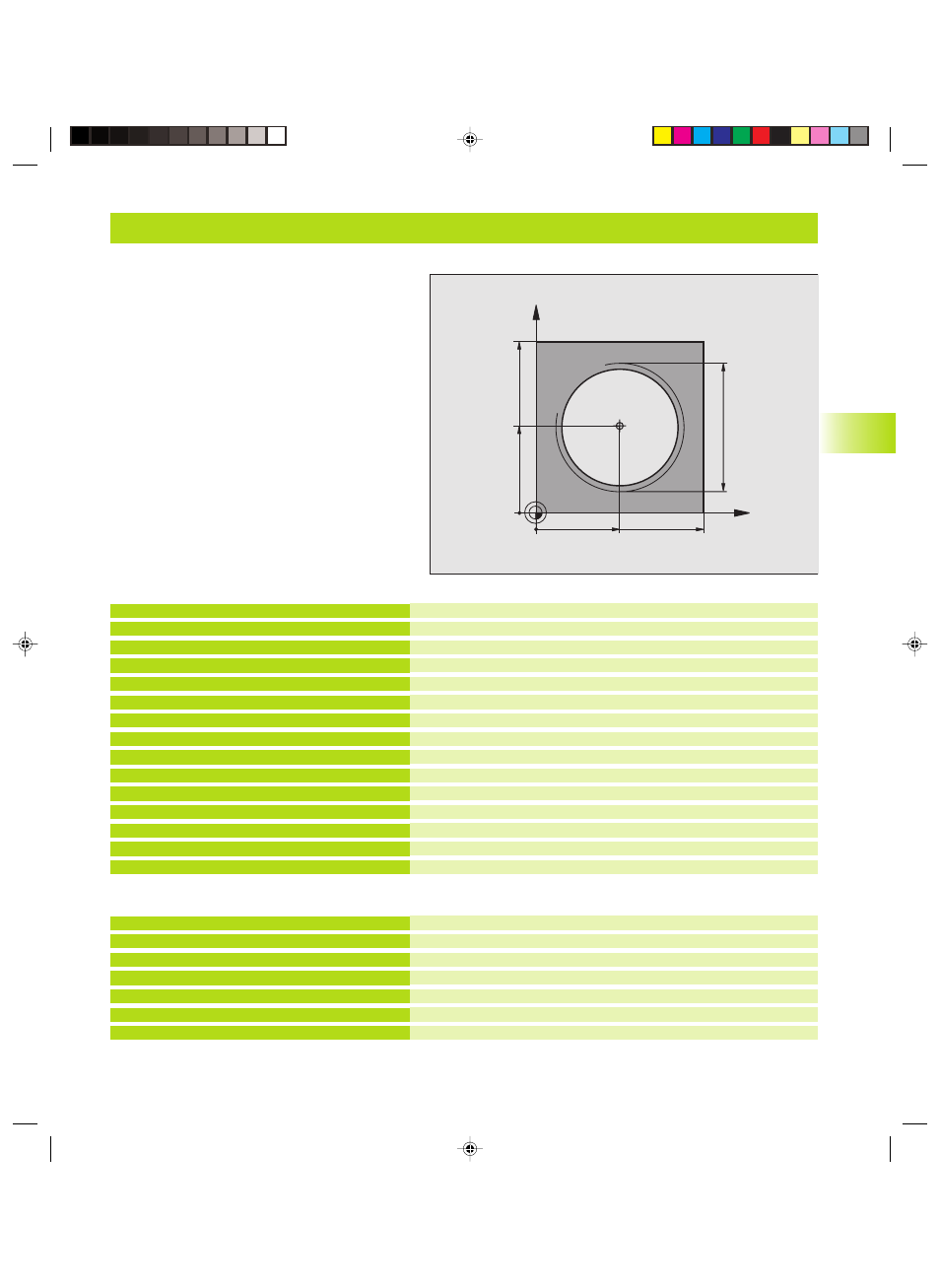
Example: Helix
Define the workpiece blank
Define the tool
Call the tool
Retract the tool
Pre-position the tool
Transfer the last programmed position as the pole
Move to working depth
Approach first contour point
Tangential approach
Helical interpolation
Tangential departure
Retract tool in the working plane, cancel radius compensation
Retract tool in the spindle axis, end of program
Identify beginning of program section repeat
Enter pitch directly as incremental Z value
Program the number of repeats (thread revolutions)
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S1400 *
N50 G00 G40 G90 Z+250 *
N60 X+50 Y+50 *
N70 G29 *
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 R+32 H+180 F250 *
N100 G26 R2 *
N110 G13 G91 H+3240 Z+13.5 F200 *
N120 G27 R2 F500 *
N170 G01 G40 G90 X+50 Y+50 F1000 *
N180 G00 Z+250 M2 *
To cut a thread with more than 16 revolutions
...N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
N110 G98 L1 *
N120 G12 G91 H+360 Z+1,5 F200 *
N130 L1,24 *
N999999 %HELIX G71 *
X
Y
50
50
I,J
100
100
M64 x 1,5
6.5 P
ath Cont
ours — P
olar Coor
dinat
es
Gkap6.pm6
29.06.2006, 08:06
117