3 dr illing cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 166
8 Programming: Cycles
150
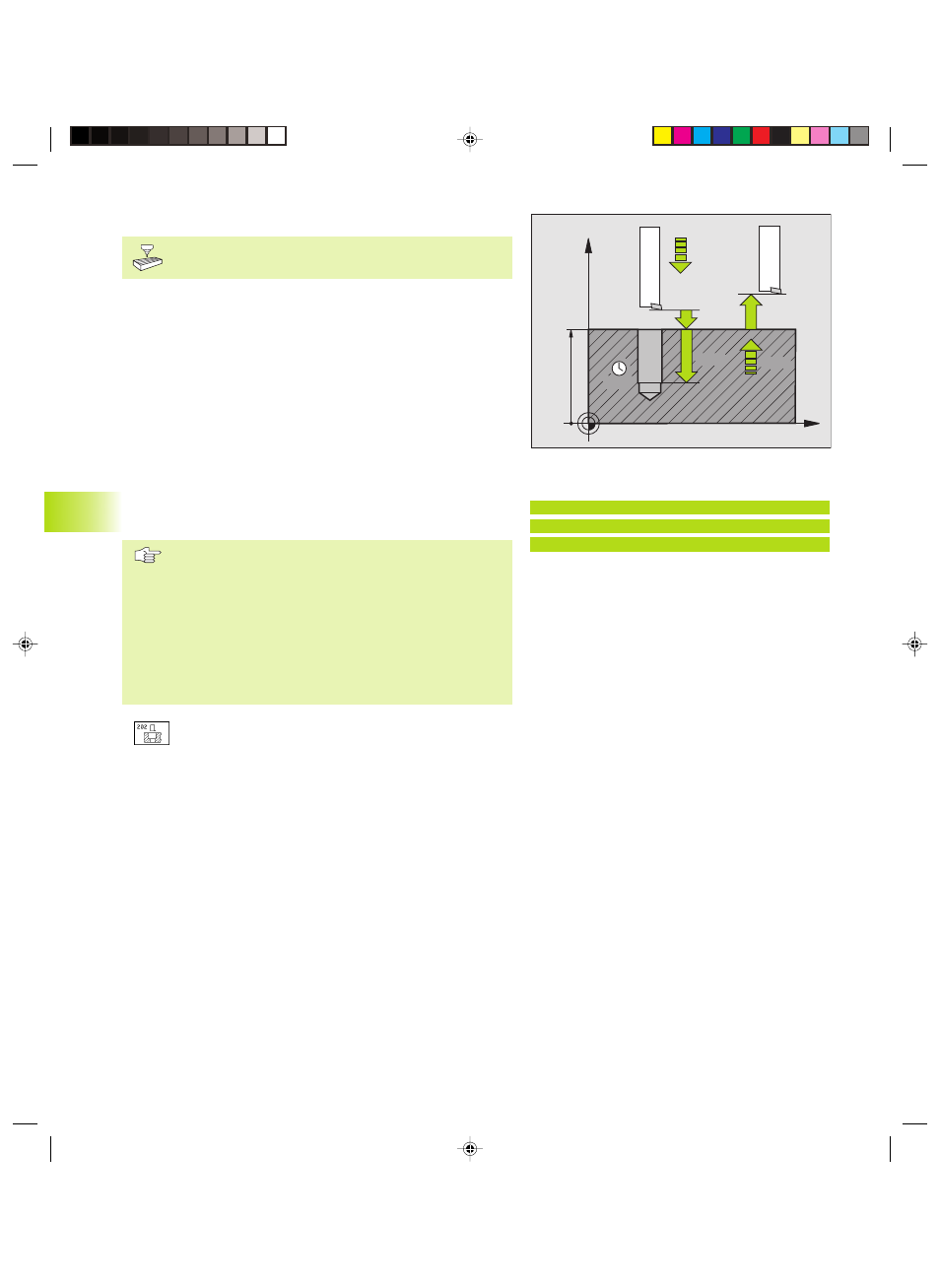
BORING (Cycle G202)
Machine and control must be specially prepared by the
machine tool builder to enable Cycle 202.
1 The TNC positions the tool in the tool axis at rapid traverse to set-
up clearance above the workpiece surface.
2 The tool drills to the programmed depth at the feed rate for
plunging.
3 If programmed, the tool remains at the hole bottom for the
entered dwell time with active spindle rotation for cutting free.
4 The TNC then orients the spindle to the 0° position
with an oriented spindle stop.
5 If retraction is selected, the tool retracts in the programmed
direction by 0.2 mm (fixed value).
6 The TNC moves the tool at the retraction feed rate to the set-up
clearance and then, if entered, to the 2nd set-up clearance at
rapid traverse. If Q214=0 the tool point remains on the wall of the
hole.
Before programming, note the following:
Program a positioning block for the starting point (hole
center) in the working plane with RADIUS
COMPENSATION G40.
The algebraic sign for the cycle parameter TOTAL HOLE
DEPTH determines the working direction.
After the cycle is completed, the TNC restores the
coolant and spindle conditions that were active before
the cycle call.
ú
Set-up clearance Q200 (incremental value): Distance
between tool tip and workpiece surface.
ú
Depth Q201 (incremental value): Distance between
workpiece surface and bottom of hole
ú
Feed rate for plunging Q206: Traversing speed of the
tool during boring in mm/min
ú
Dwell time at depth Q211: Time in seconds that the
tool remains at the hole bottom
ú
Retraction feed rate Q208: Traversing speed of the
tool in mm/min when retracting from the hole. If you
enter Q208 = 0, the tool retracts at feed rate for
plunging.
ú
Workpiece surface coordinate Q203 (absolute value):
Coordinate of the workpiece surface
ú
2nd set-up clearance Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
8.3 Dr
illing Cy
cles
Example NC block:
N90 G202 Q200=2 Q201=-20 Q206=150
Q211=0.5 Q208=500 Q203=+0 Q204=50
Q214=1*
Kkap8.pm6
29.06.2006, 08:06
150