4 p ath cont ours — car tesian coor dinat es – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 127
111
HEIDENHAIN TNC 410, TNC 426, TNC 430
6.4 P
ath Cont
ours — Car
tesian Coor
dinat
es
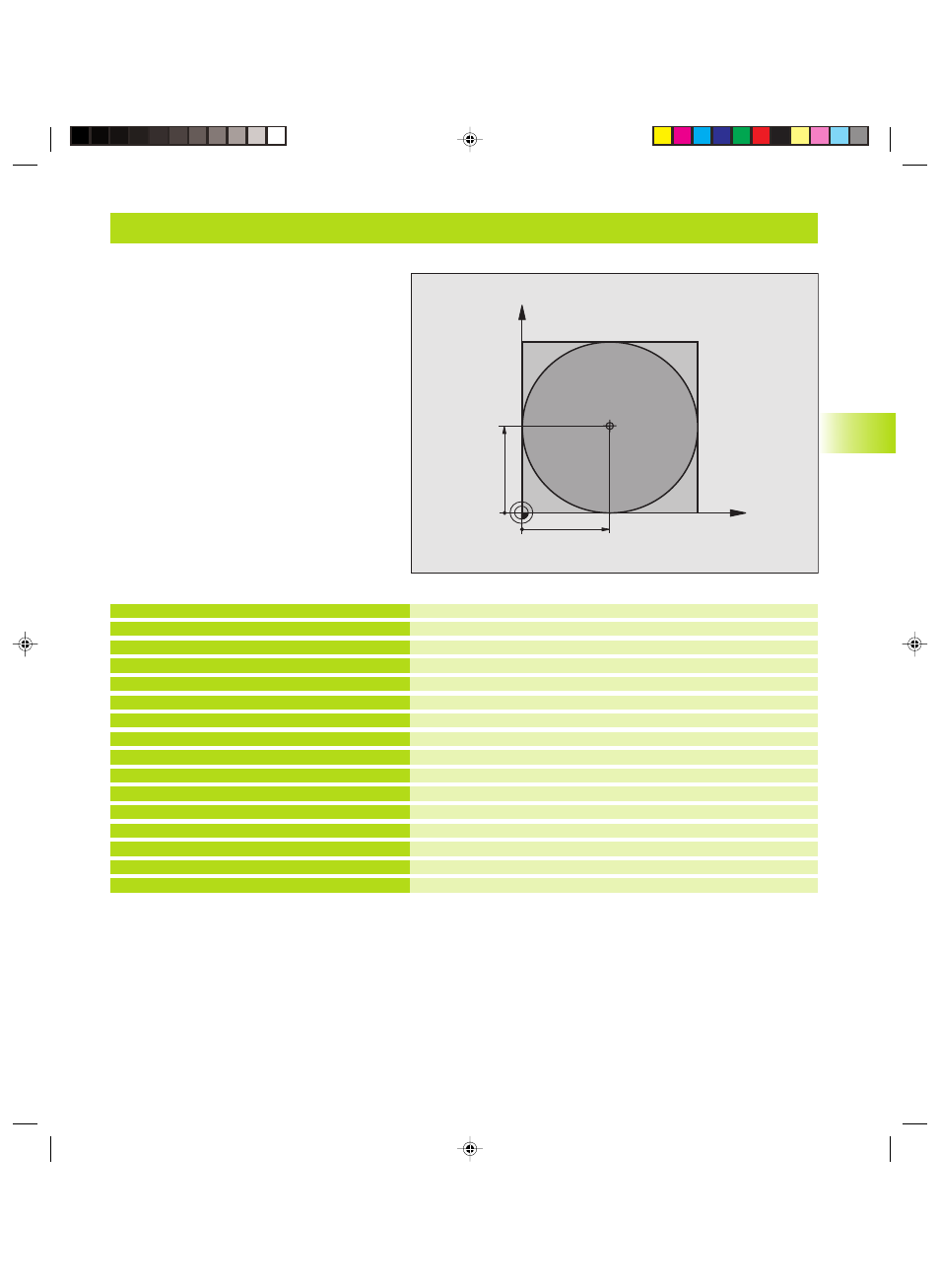
Example: Full circle with Cartesian coordinates
%C-CC G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+12,5 *
N40 T1 G17 S3150 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 X-40 Y+50 *
N80 G01 Z-5 F1000 M3 *
N90 G01 G41 X+0 Y+50 F300 *
N100 G26 R5 F150 *
N110 G02 X+0 *
N120 G27 R5 F500 *
N130 G01 G40 X-40 Y-50 F1000 *
N140 G00 Z+250 M2 *
N999999 %C-CC G71 *
Define the workpiece blank
Define the tool
Call the tool
Retract the tool
Define the circle center
Pre-position the tool
Move to working depth
Approach starting point, radius compensation G41
Tangential approach
Move to the circle end point (= circle starting point)
Tangential departure
Retract tool in the working plane, cancel radius compensation
Retract tool in the spindle axis, end of program
X
Y
50
50
I,J
Gkap6.pm6
29.06.2006, 08:06
111