3 dr illing cy cles – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 184
8 Programming: Cycles
168
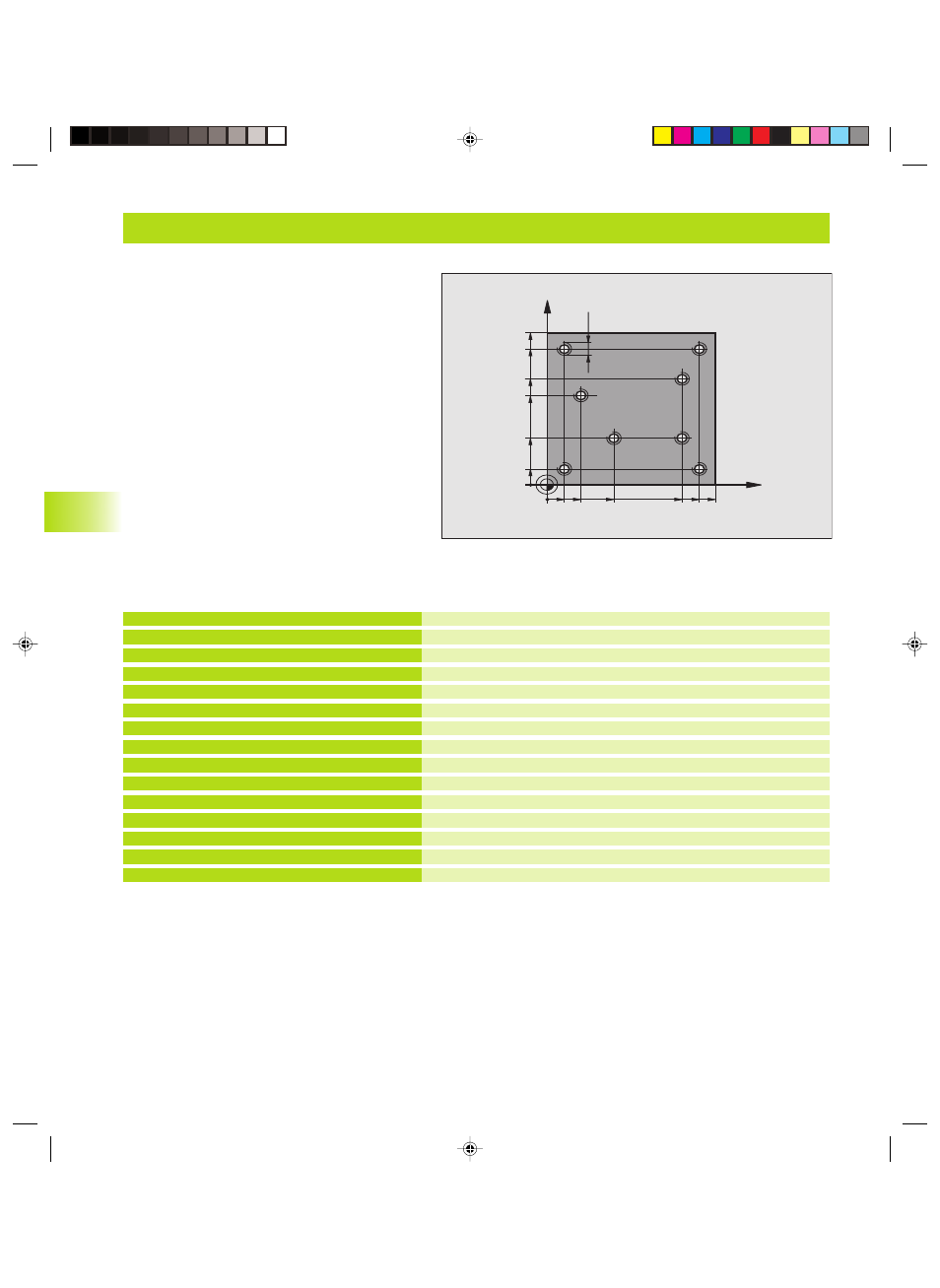
Example: Calling drilling cycles in connection with point tables (only with TNC 410)
Define the workpiece blank
Tool definition of center drill
Tool definition: drill
Tool definition of tap
Tool call of centering drill
Move tool to clearance height (Enter a value for F.
The TNC positions to the clearance height after every cycle)
Defining point tables
Cycle definition: Centering
The value 0 must be entered with Q203 and Q204.
Cycle call in connection with point table TAB1.PNT
Feed rate between points: 5000 mm/min
Retract the tool, change the tool
%1 G71*
N10 G30 G17 X+0 Y+0 Z-20*
N20 G31 X+100 Y+100 Z+0*
N30 G99 1 L+0 R+4*
N40 G99 2 L+0 R+2.4*
N50 G99 3 L+0 R+3*
N60 T1 G17 S5000*
N70 G01 G40 Z+10 F5000*
N80 %:PAT: TAB1*
N90 G200 Q200=2 Q201=-2 Q206=150 Q202=2
Q210=0 Q203=+0 Q204=0*
N100 G79 PAT F5000 M3*
N110 G00 G40 Z+100 M6*
Program sequence
■
Centering
■
Drilling
■
Tapping M6
The drill hole coordinates are stored in the point
table TAB1.PNT (see next page) and are called by the
TNC with G79 PAT.
The tool radii are selected so that all work steps can
be seen in the test graphics.
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6
8.3 Dr
illing Cy
cles
Kkap8.pm6
29.06.2006, 08:06
168