HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 199
183
HEIDENHAIN TNC 410, TNC 426, TNC 430
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
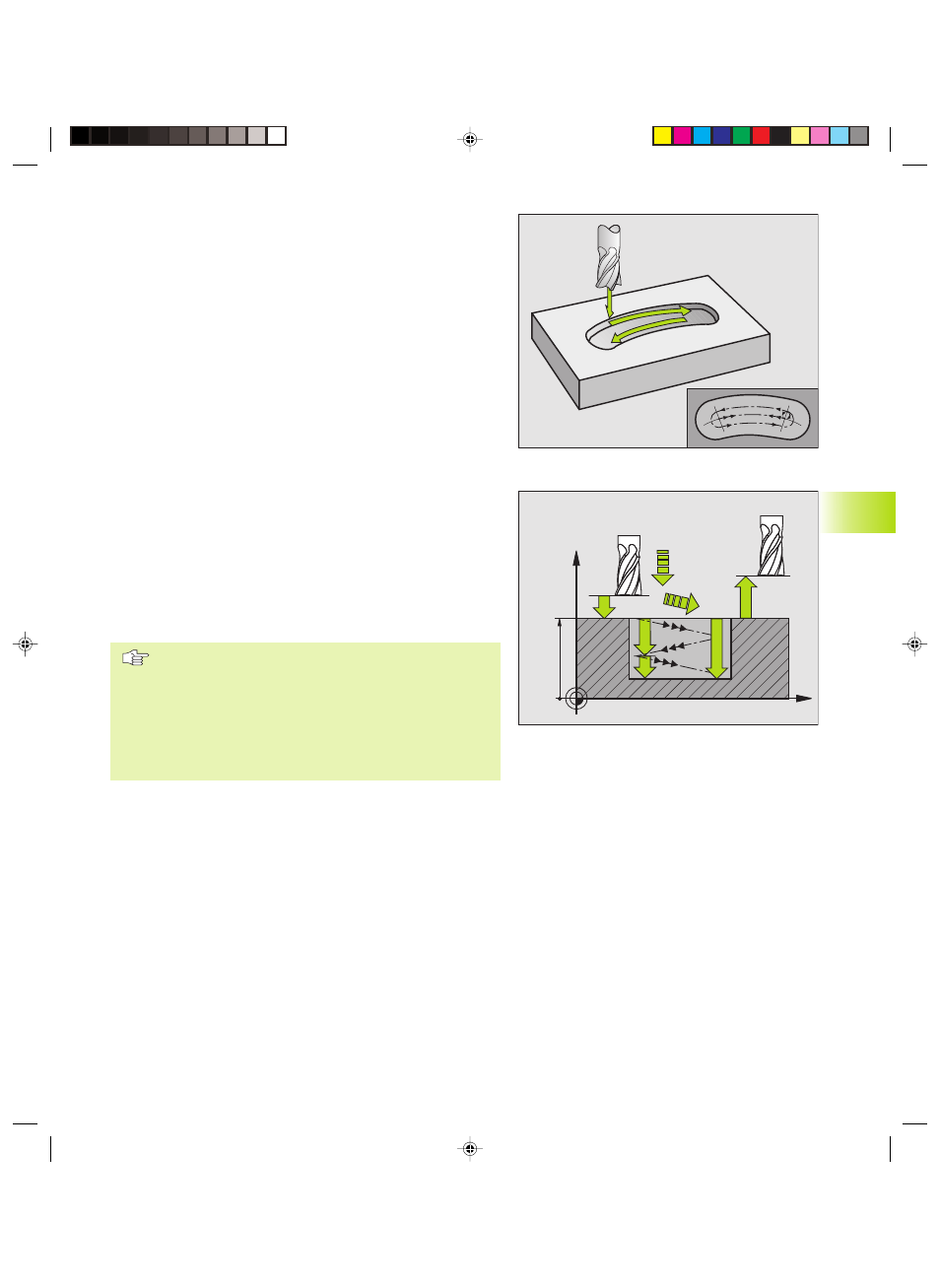
CIRCULAR SLOT with reciprocating plunge-cut
(Cycle G211)
Roughing process
1 At rapid traverse, the TNC positions the tool in the tool axis to the
2nd set-up clearance and subsequently to the center of the right
circle. From there, the tool is positioned to the programmed set-
up clearance above the workpiece surface.
2 The tool moves at the milling feed rate to the workpiece surface.
From there, the cutter advances — plunge-cutting obliquely into
the material — to the other end of the slot.
3 The tool then moves at a downward angle back to the starting
point, again with oblique plunge-cutting. This process (2 to 3) is
repeated until the programmed milling depth is reached.
4 At the milling depth, the TNC moves the tool for the purpose of
face milling to the other end of the slot.
Finishing process
5 For finishing the slot, the TNC advances the tool tangentially to
the contour of the finished part. The tool subsequently climb-
mills the contour (with M3). The starting point for the finishing
process is the center of the right circle.
6 When the tool reaches the end of the contour, it departs the
contour tangentially.
7 At the end of the cycle, the tool is retracted in rapid traverse to
set-up clearance and - if programmed - to the 2nd set-up
clearance.
Before programming, note the following:
The algebraic sign for the depth parameter determines
the working direction.
The cutter diameter must not be larger than the slot
width and not smaller than a third of the slot width.
The cutter diameter must be smaller than half the slot
length. The TNC otherwise cannot execute this cycle.
Kkap8.pm6
29.06.2006, 08:06
183