7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 219
203
HEIDENHAIN TNC 410, TNC 426, TNC 430
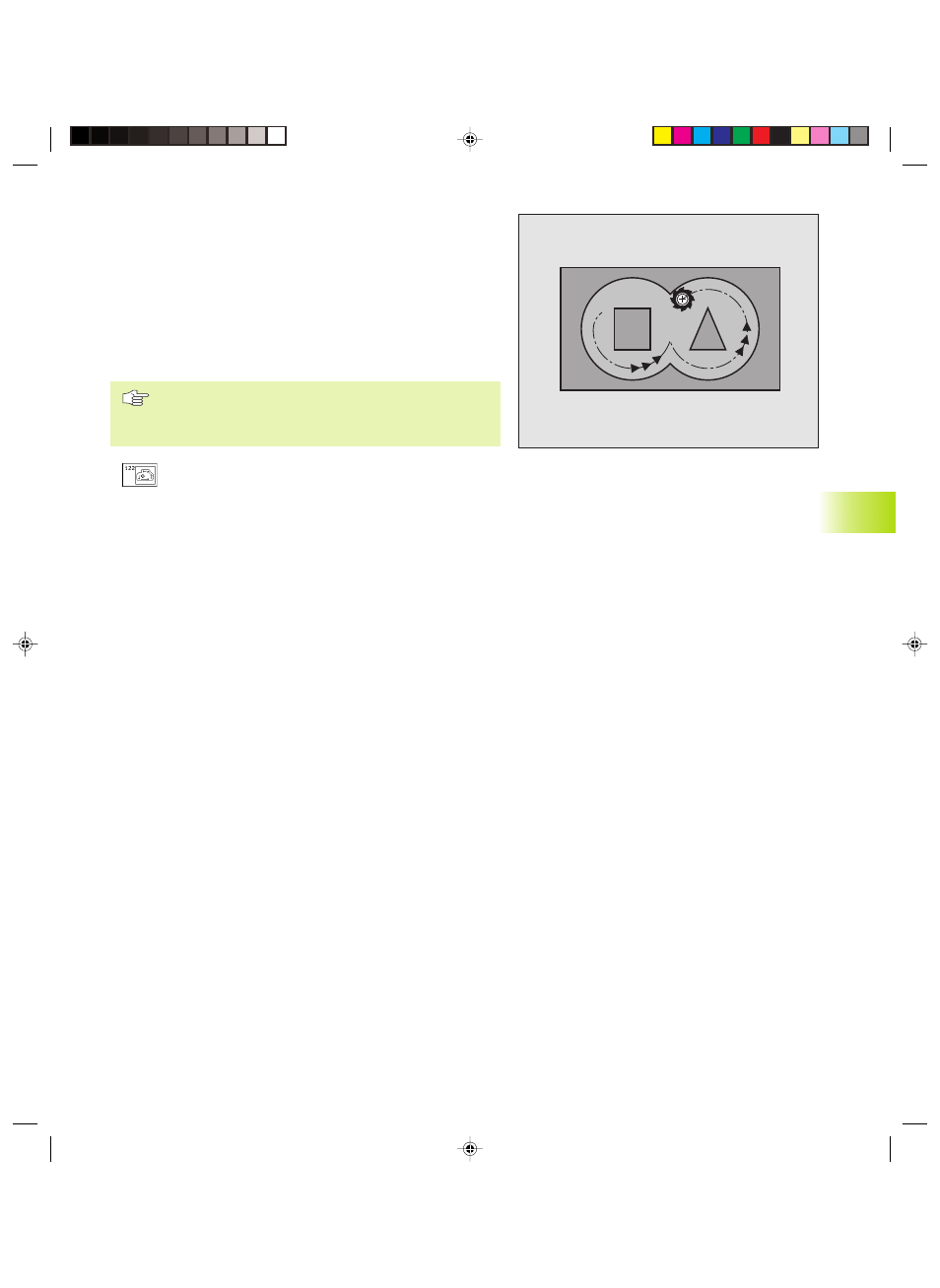
ROUGH-OUT (Cycle G122)
1 The TNC positions the tool over the cutter infeed point, taking the
allowance for side into account.
2 In the first plunging depth, the tool mills the contour from inside
outward at the milling feed rate.
3 First the island contours (
C
and
D
in the figure at right) are rough-
milled until the pocket contour (
A
,
B
) is approached.
4 Then the pocket contour is rough-milled and the tool is retracted
to the clearance height.
Before programming, note the following:
This cycle requires a center-cut end mill (ISO 1641) or
pilot drilling with Cycle G121.
ú
Plunging depth Q10 (incremental value):
Dimension by which the tool plunges in each infeed
ú
Feed rate for plunging Q11: Traversing speed of the
tool in mm/min during penetration
ú
Feed rate for milling Q12: Traversing speed for milling
in mm/min
ú
Coarse roughing tool number Q18: Number of the tool
with which the TNC has already coarse-roughed the
contour. If the contour has not been coarse-roughed,
enter zero. If you enter a value other than 0, the TNC
will only rough-out the portion that could not be
machined with the coarse roughing tool.
If the portion that is to be fine-roughed cannot be
approached from the side, the TNC will mill in a
reciprocating plunge-cut. For this purpose, you must
enter the tooth length LCUTS and the maximum
plunge angle ANGLE of the tool in the tool table
TOOL.T (see section 5.2 ”Tool Data”). The TNC will
otherwise generate an error message.
ú
Reciprocation feed rate Q19: Traversing speed of the
tool in mm/min during reciprocating plunge-cut
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
C
D
A
B
Kkap8.pm6
29.06.2006, 08:06
203