7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 231
215
HEIDENHAIN TNC 410, TNC 426, TNC 430
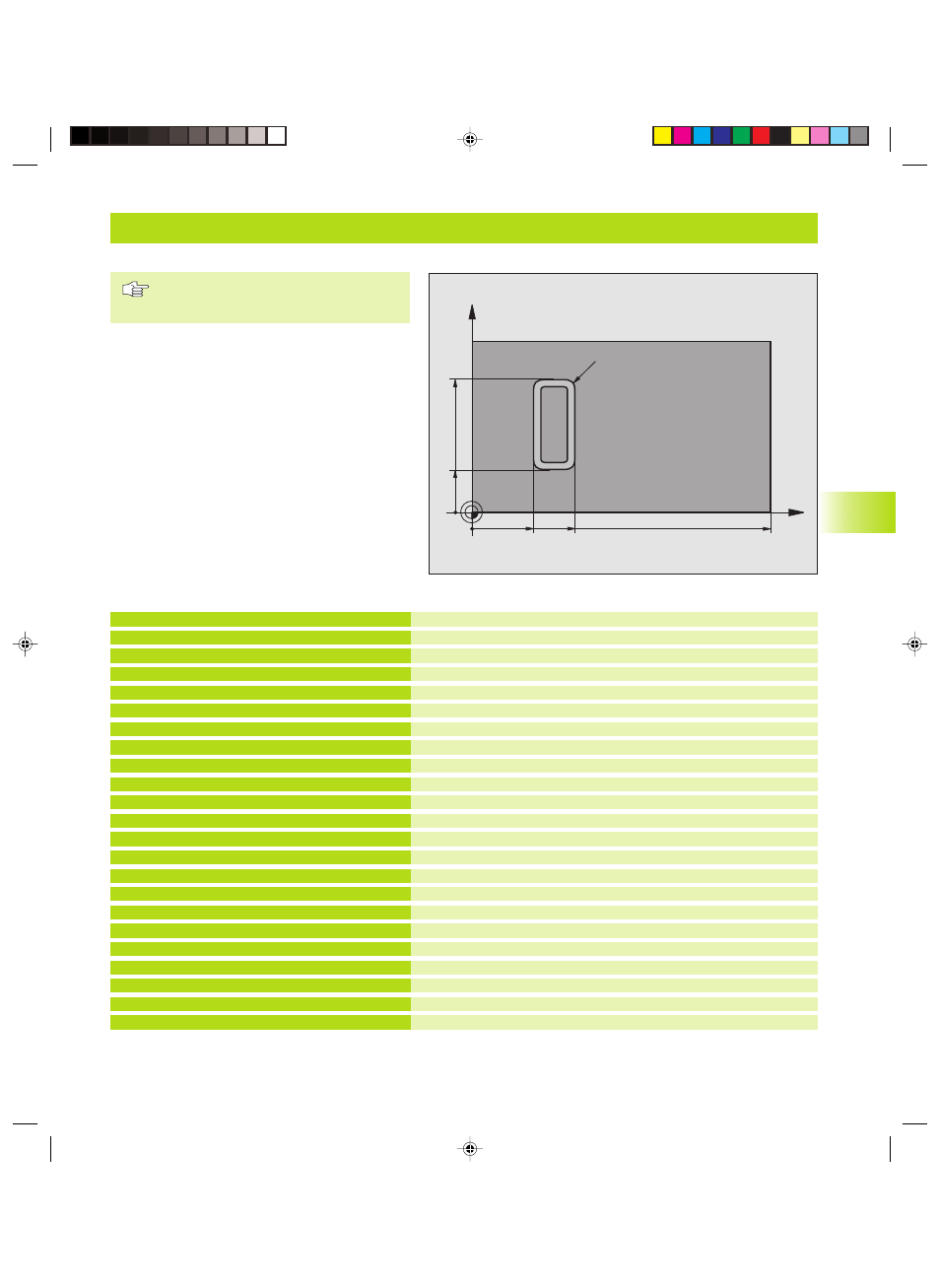
Example: Cylinder surface
Define the tool
Call tool, tool axis is Y
Retract the tool
Define contour subprogram
Define machining parameters
Pre-position rotary table
Call the cycle
Retract in the tool axis, end program
Contour subprogram
Data for the rotary axis are entered in degrees
Drawing dimensions are converted from mm to degrees
(157 mm = 360°)
%C27 G71 *
N10 G99 T1 L+0 R+3.5 *
N20 T1 G18 S2000 *
N30 G00 G40 G90 Y+250 *
N40 G37 P01 1 *
N50 G127 Q1=-7 Q3=+0 Q6=+2 Q10=+4
Q11=100 Q12=250 Q16=25 *
N60 C+0 M3 *
N70 G79 *
N80 G00 G90 Y+250 M2 *
N90 G98 L1 *
N100 G01 G41 C+91.72 Z+20 *
N110 C+114.65 Z+20 *
N120 G25 R7.5 *
N130 G91 Z+40 *
N140 G90 G25 R7.5 *
N150 G91 C-45.86 *
N160 G90 G25 R7.5 *
N170 Z+20 *
N180 G25 R7.5 *
N190 C+91.72 *
N200 G98 L0 *
N999999 %C27 G71 *
C
Z
157
60
30
20
R7,5
50
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
Cylinder centered on rotary table.
Datum at center of rotary table
Kkap8.pm6
29.06.2006, 08:06
215