HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 270
HEIDENHAIN TNC 410, TNC 426, TNC 430
255
1
0.2 P
ar
t F
amilies — Q P
ar
a
met
ers in Place of Numer
ical V
alues
Calling Q parameter functions
TNC 426, TNC 430: Press the PARAMETER soft key while you are
entering a part program.
TNC 410: Press the „Q“ key (to be found among the keys for value
input and axis selection, beneath the –/+ key).
The TNC then displays the following soft keys:
Function group
Soft key
Basic arithmetic (assign, add, subtract, multiply,
divide, square root)
Trigonometric functions
If/then conditions, jumps
Other functions
Entering Formulas Directly
10.2 Part Families — Q Parameters in
Place of Numerical Values
The Q parameter function D0: ASSIGN assigns numerical values to
Q parameters. This enables you to use variables in the program
instead of fixed numerical values.
Example NC blocks
N150 D00 Q10 P01 +25 *
ASSIGN:
...
Q10 contains the value 25
N250 G00 X +Q10 *
corresponds to G00 X +25
You need write only one program for a whole family of parts,
entering the characteristic dimensions as Q parameters.
To program a particular part, you then assign the appropriate values
to the individual Q parameters.
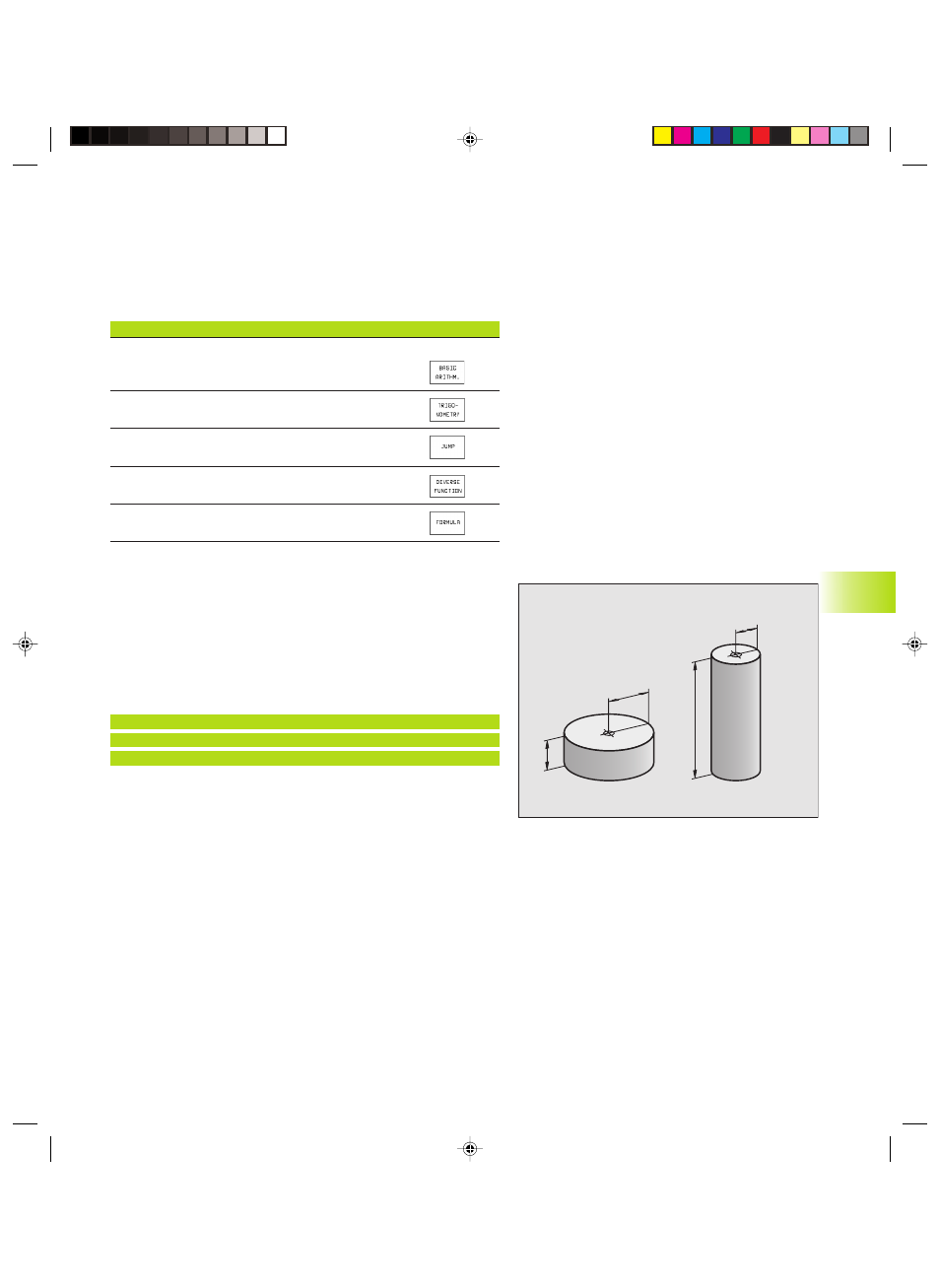
Example
Cylinder with Q parameters
Cylinder radius
R = Q1
Cylinder height
H = Q2
Cylinder Z1
Q1 = +30
Q2 = +10
Cylinder Z2
Q1 = +10
Q2 = +50
Z1
Q1
Q2
Z2
Q1
Q2
Mkap10.pm6
29.06.2006, 08:06
255