HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 146
7 Programming: Miscellaneous functions
130
X
Y
S
S
X
Y
11
12
10
7.4 Miscellaneous F
unctions f
or Cont
our
ing Beha
vior
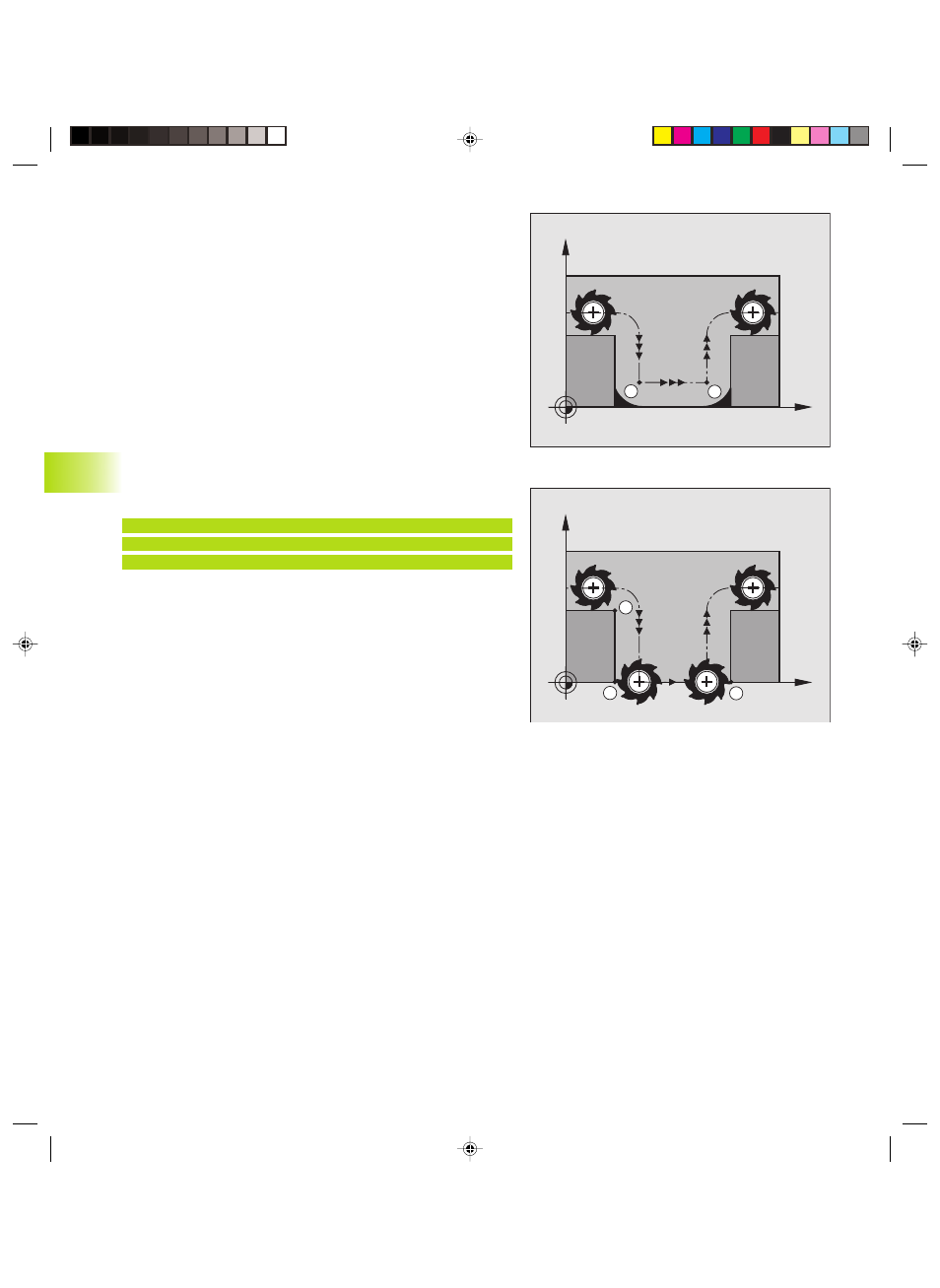
Machining open contours: M98
Standard behavior
The TNC calculates the intersections of the cutter paths at inside
corners and moves the tool in the new direction at those points.
If the contour is open at the corners, however, this will result in
incomplete machining (see figure at upper right).
Behavior with M98
With the miscellaneous function M98, the TNC temporarily
suspends radius compensation to ensure that both corners are
completely machined (see figure at lower right).
Effect
M98 is effective only in the blocks in which it is programmed with
M98.
M98 becomes effective at the end of block.
Example NC blocks
Move to the contour points 10, 11 and 12 in succession:
N100 G01 G41 X ... Y... F *
N110 X... G91 Y... M98 *
N120 X+ ... *
Hkap7.pm6
29.06.2006, 08:06
130