Chapter 4. programming – IAI America S-SEL-E User Manual
Page 200
Page 195
Chapter 4. Programming
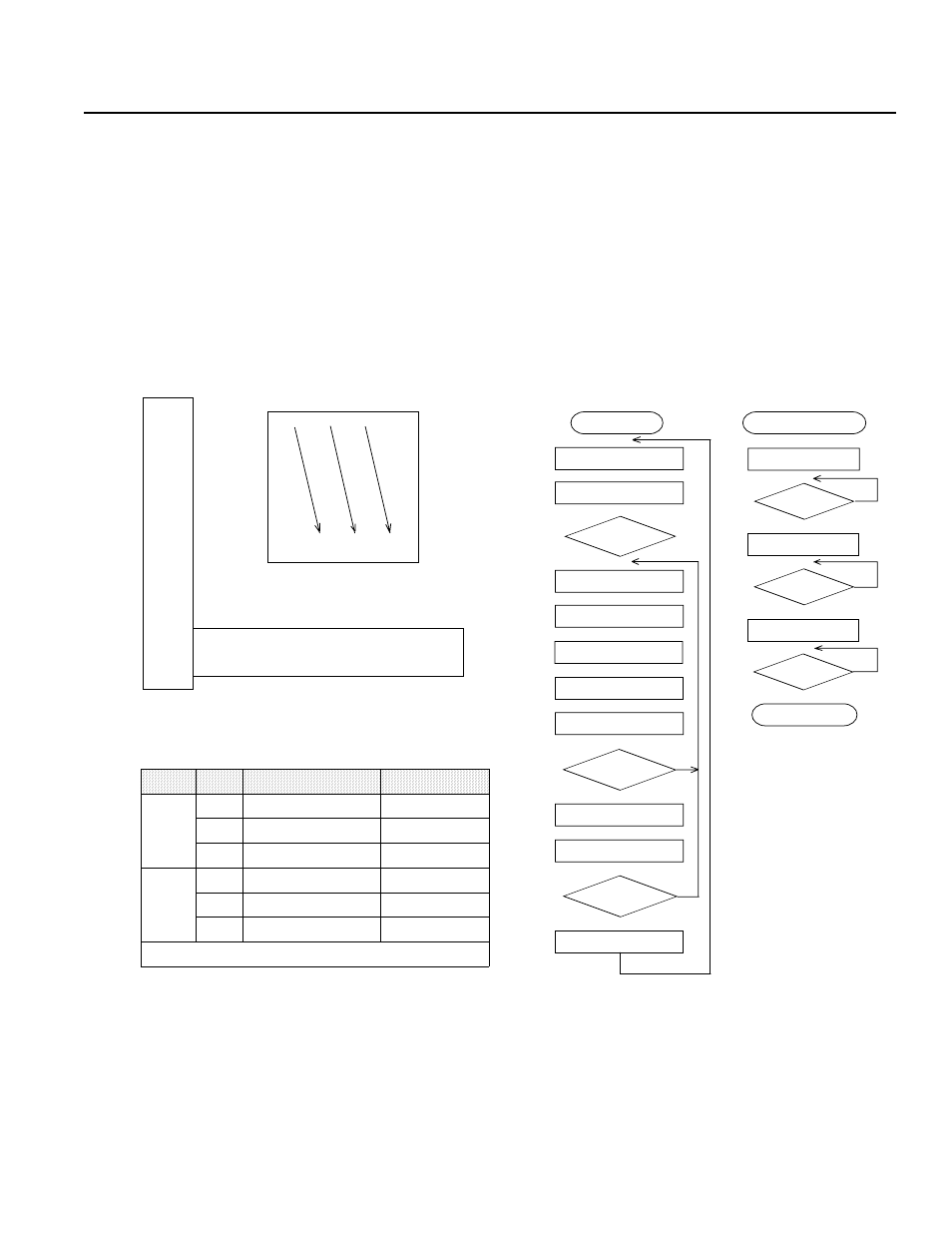
Operating Position
Flowchart
(2) Movement Description
1.
Move to the waiting position, and wait for start input.
2.
Move to the part supply point, after start input.
3.
Z-axis moves downward, and the air chuck picks up a part.
4.
Z-axis moves upward and moves to another point above the pallet.
5.
Z-axis moves downward, then the air chuck releases the part.
6.
Z-axis moves upward and moves back to the part supply point.
7.
When the pallet has been completed, moves to P18. After the pallet completion output, waits for re-start input.
Repeat the same procedure above. Operating position, external I/O assignment and flowchart are as follows.
Pallet Specifications
X Direction
20mm pitch
Y Direction
30mm pitch
Section
I/O #
Signals
Specifications
Input
015
Z-Axis Cylinder Up
Adjacent SW
016
Z-Axis Cylinder Down
Adjacent SW
017
Start
Push Button SW
Output
310
Z-Axis Cylinder SV
DC24V
311
Z-Axis Chuck SV
DC24V
312
Pallet Complete
DC24V
*Flag In Use From 600
I/O Assignment
P1
¡
¡
P18
P17
Z axis
Y axis
Variable clear
Move to position no. 18
Waiting 017 input
X-Axis offset +20mm
Call chuck subroutine
Call chuck subroutine
Clear variable 300
Y-Axis offset +30mm
Complete signal ON
Move to position no. 17
Move to position no. 1
Variable 301=120
Lower limit
Lower cylinder
Chuck output reverse
Timer
Raise cylinder
Upper limit
Subroutine end
Start
Chuck subroutine
Y
N
Y
N
N
Y
N
Y
Y
N
(0.5s)
Variable 300=80
в
в
в
в
в
в
в
в
в
в
в
в
в
в
в
в
в
в
в
в
¡ ¡ ¡ ¡
б б б б
¡ ¡ ¡ ¡
б б б б
¡ ¡ ¡ ¡
б б б б
¡ ¡ ¡ ¡