A3 - 178 – Yaskawa PC NC User Manual
Page 418
A3 - 178
YASNAC PCNC Operating Manual
APPENDIX 3: Parameter Tables
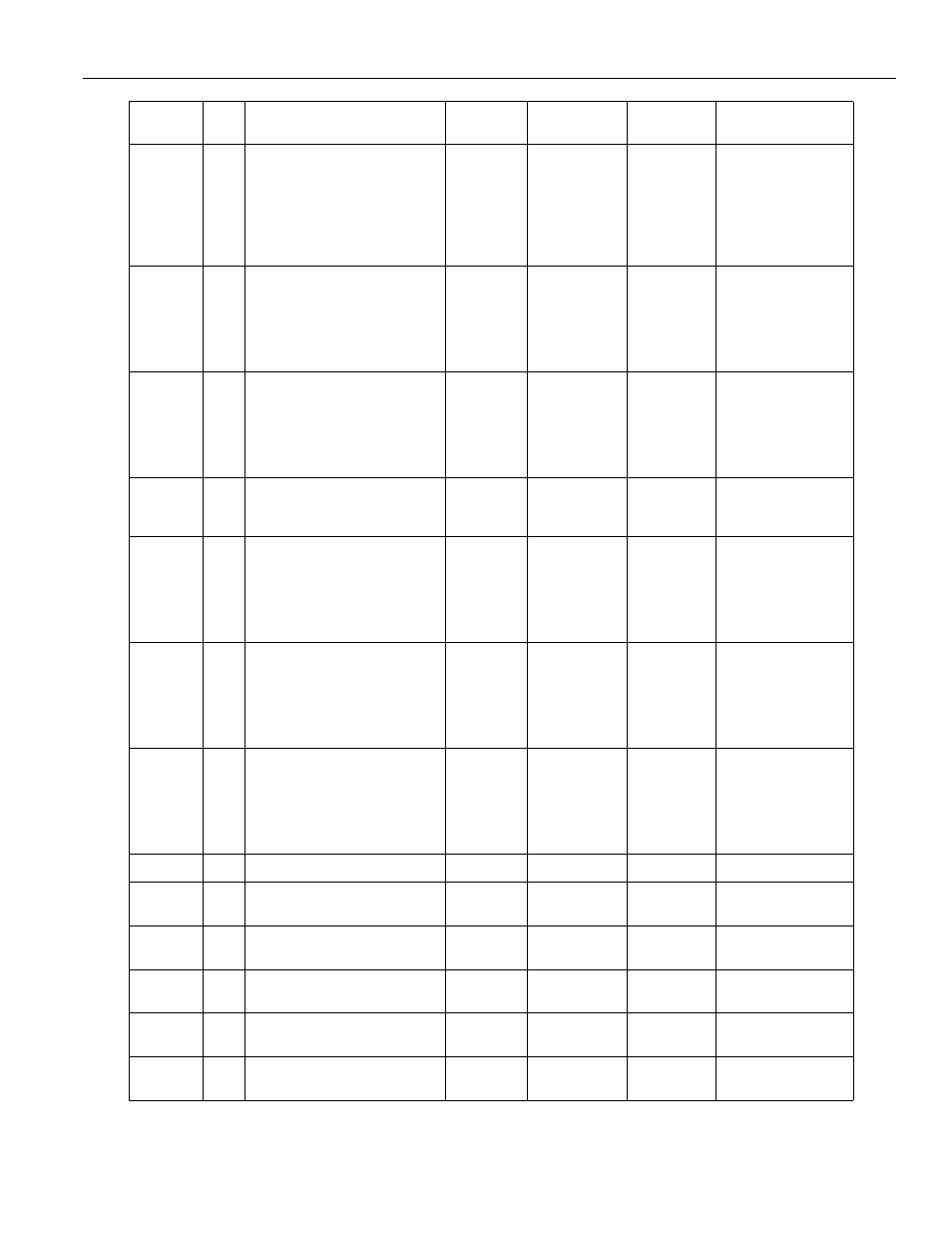
1511
No. of teeth of gear A on the spindle
intermediate
tooth
0
32767
No. of teeth of the spin-
dle intermediate gear A
used for spindle loop
control.
If there is no intermedi-
ate gear, set motor side
one
1512
No. of teeth of gear A on the motor
intermediate
tooth
0
32767
No. of teeth of the
motor intermediate gear
A used for spindle loop
control.
If there is no intermedi-
ate gear, set 0
1513
No. of teeth of gear A on the motor
side intermediate
tooth
0
32767
No. of teeth on the
motor side of gear A
used for spindle loop
control.
If there is no intermedi-
ate gear, set 0.
1514
No. of teeth of gear B on the spindle
side
tooth
0
32767
No. of teeth of gear B
on the spindle side for
spindle loop control.
1515
No. of teeth of gear B on the spindle
intermediate
tooth
0
32767
No. of teeth of the spin-
dle intermediate gear B
used for spindle loop
control.
If there is no intermedi-
ate gear, set 0.
1516
No. of teeth of gear B on the motor
intermediate
tooth
0
32767
No. of teeth of the
motor intermediate gear
B used for spindle loop
control
If there is no intermedi-
ate gear, set 0
1517
No. of teeth of gear B on the motor
side intermediate
tooth
0
32767
No. of teeth on the
motor side of gear B
used for spindle loop
control.
If there is no intermedi-
ate gear, set 0.
2000
1
Dry run during thread cutting
0
1
2831
1st axis bias in thread cutting accel/
decel
mm/min,
deg/min
0
240000
2832
2nd axis bias in thread cutting accel/
decel
mm/min,
deg/min
0
240000
2833
3rd axis bias in thread cutting accel/
decel
mm/min,
deg/min
0
240000
2834
4th axis bias in thread cutting accel/
decel
mm/min,
deg/min
0
240000
2835
5th axis bias in thread cutting accel/
decel
mm/min,
deg/min
0
240000
Address
Bit
Description
Register
Units
Minimum
Value
Maximum
Value
Long Description