2 using profiled torque commands, 1 profiled torque implementation – ElmoMC Multi-Axis Motion Controller-Maestro User Manual
Page 185
Maestro
Software Manual
DS402 Command Reference
MAN-MASSW (Ver. Q)
10-40
Commands using:
a1.mrc=1000
a1.pmxc=1000
a1.pts=500
a1.ptt=200
torq=a1.patr
Axis properties connected to PT mode:
• ato - status word waiting timeout (for wswd command (or awm property),
default value – 500 milliseconds )
• awm - motion completed waiting
• amc - motion completed callback control (must be set to 1 for callback
mechanism activation)
Vector properties connected to PT mode (see also the axis properties description):
• vto - status word waiting timeout
• vwm - motion completed waiting
• vmc - motion completed callback control
Group properties connected to PT mode (see also the axis properties description:
• gto - status word waiting timeout
• gwm - motion completed waiting
• gmc - motion completed callback control
10.6.2 Using Profiled Torque Commands
10.6.2.1
Profiled Torque Implementation
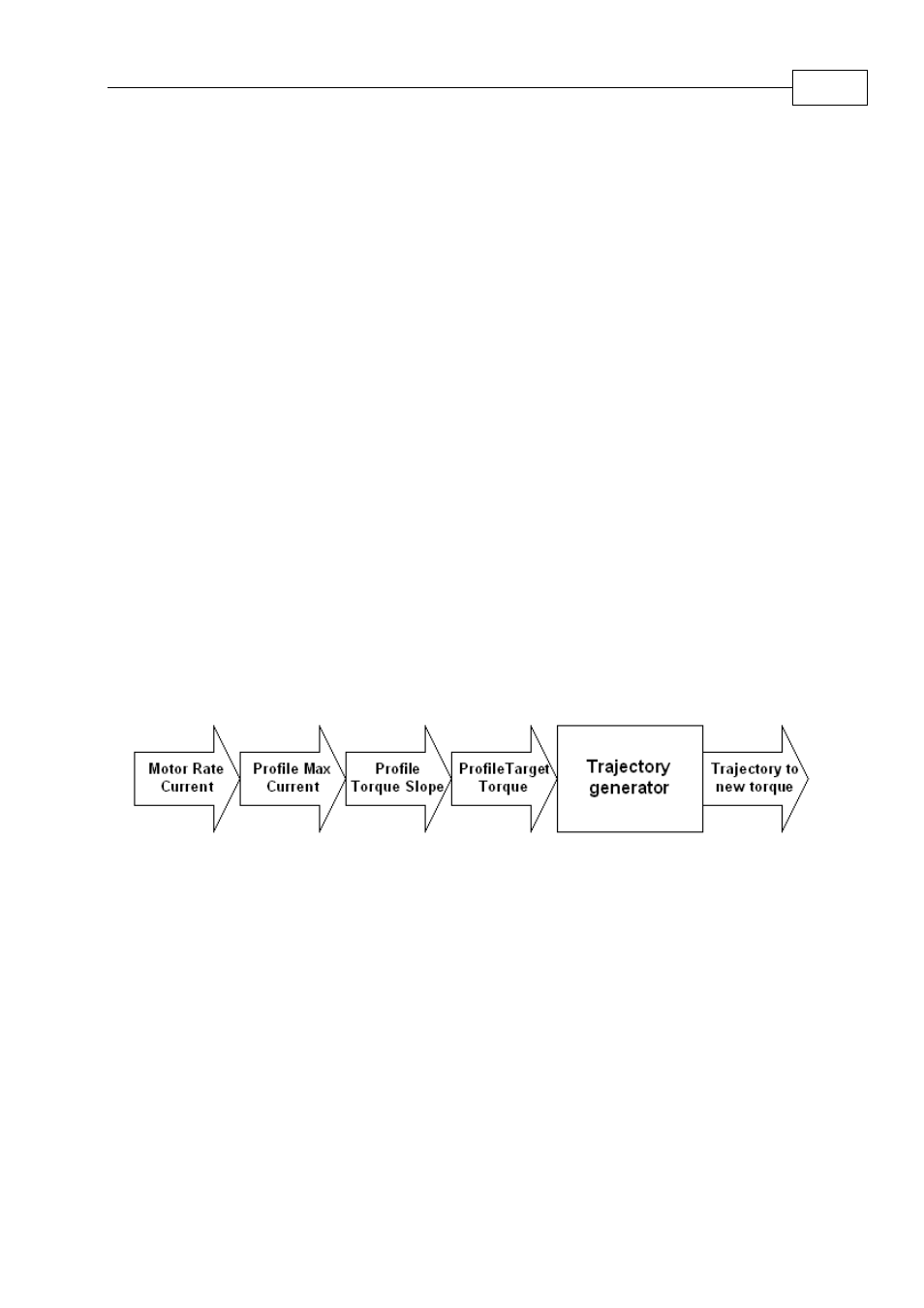
Figure
10-16 Profiled Torque Motion Algorithm
The following command sequences can implement torque motion:
function run()
sync( 0, 10 )
//work with DS402 motion object required sync mechanism
a1.opm=4
//select operation mode for axis a1
a1.mo=1
//motor on command
a1.mrc=1000
//motor rate current
a1.pmxc=1000
//profile max current
a1.pts=500
//profile torque slot
a1.ptt=250
//target torque (25%)
//difference between demand torque and actual torque verification
while ( abs( a1.pdt – a1.pat ) < 5 )
wait(1)
end while
a1.ptt= -100
//target torque (-10%)
//difference between demand torque and actual torque verification
while ( abs( a1.pdt – a1.pat ) < 5 )
wait(1)