Application, Working without additional traverse limits, Finding and entering the maximum traverse – HEIDENHAIN iTNC 530 (60642x-04) User Manual
Page 691
HEIDENHAIN iTNC 530
691
1
7.14 Ent
er
ing the axis tr
a
v
e
rse limits, dat
u
m displa
y
17.14 Entering the axis traverse
limits, datum display
Application
The AXIS LIMIT MOD function allows you to set limits to axis traverse
within the machine’s actual working envelope.
Possible application: Protecting an indexing fixture against tool
collision.
The maximum range of traverse of the machine tool is defined by
software limit switches. This range can be additionally limited through
the TRAVERSE RANGE MOD function. With this function, you can
enter the maximum and minimum traverse positions for each axis,
referenced to the machine datum. If several traverse ranges are
possible on your machine, you can set the limits for each range
separately using the soft keys TRAVERSE RANGE (1) to TRAVERSE
RANGE (3).
Working without additional traverse limits
To allow a machine axis to use its full range of traverse, enter the
maximum traverse of the TNC (+/– 99 999 mm) as the TRAVERSE
RANGE.
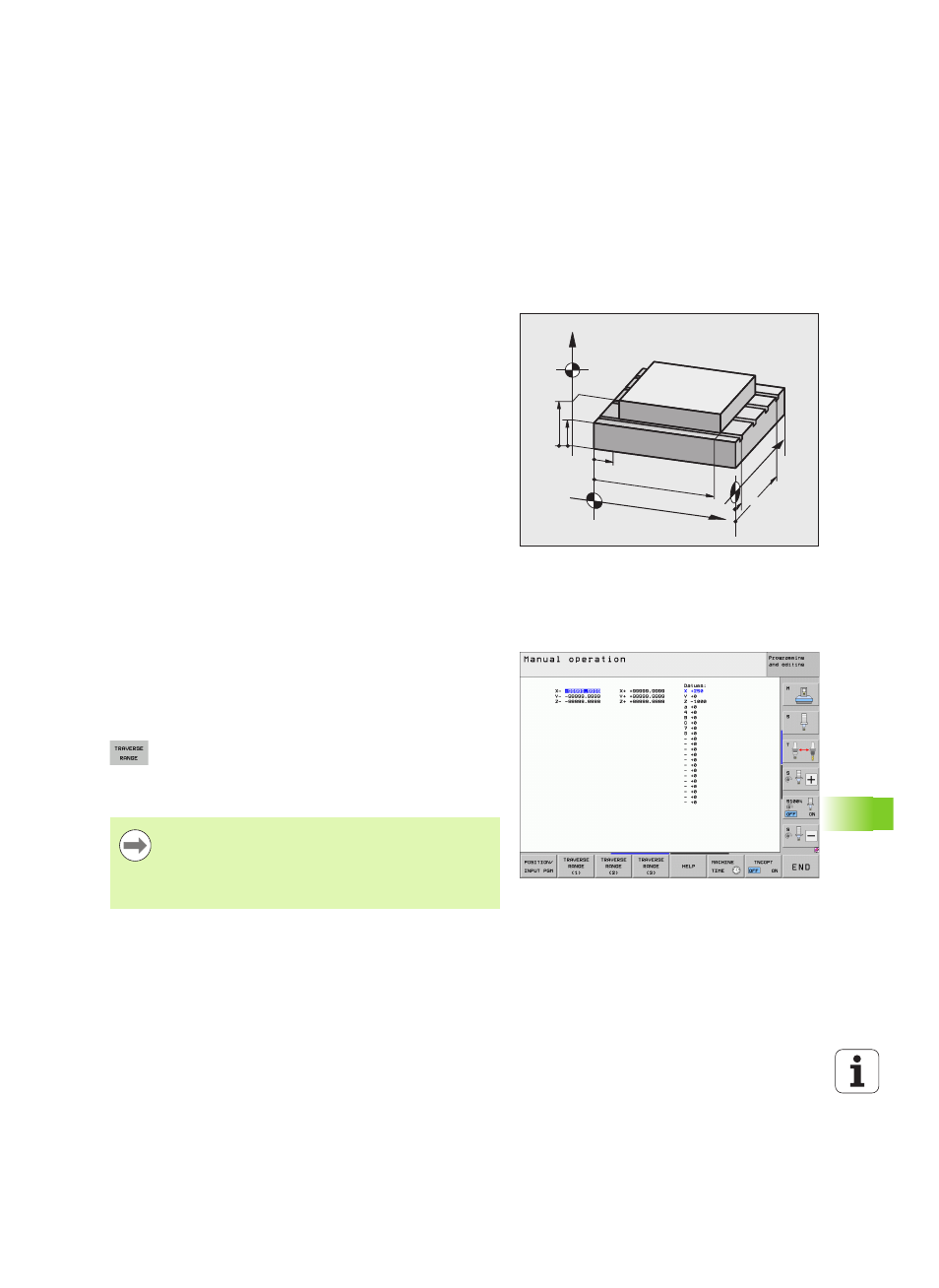
Finding and entering the maximum traverse
Set the position display MOD function to REF
Move the spindle to the positive and negative end positions of the
X, Y and Z axes
Write down the values, including the algebraic sign
To select the MOD functions, press the MOD key
Enter the limits for axis traverse: Press the TRAVERSE
RANGE soft key and enter the values that you wrote
down as limits in the corresponding axes
To exit the MOD function, press the END soft key
Z
Y
X
Z
min
Z
max
X
min
Y
max
Y
min
X
max
Active tool radius compensations are not taken into
account in the axis traverse limit values.
The traverse range limits and software limit switches
become active as soon as the reference points are
traversed.