Corner rounding rnd, 4 p a th cont ours—car te sian coor dinat e s – HEIDENHAIN iTNC 530 (60642x-04) User Manual
Page 238
238
Programming: Programming Contours
6.4 P
a
th cont
ours—Car
te
sian coor
dinat
e
s
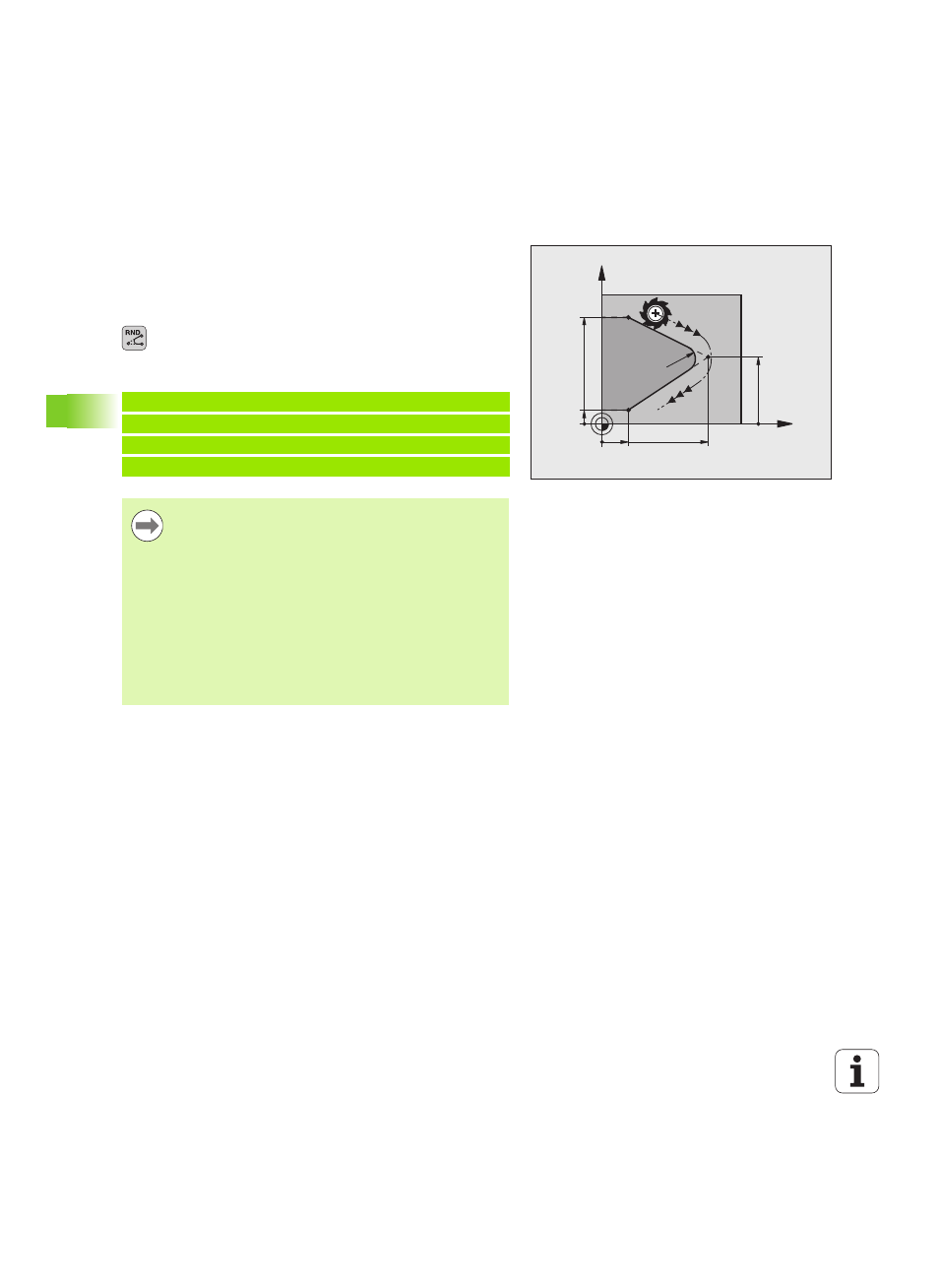
Corner rounding RND
The RND function is used for rounding off corners.
The tool moves on an arc that is tangentially connected to both the
preceding and subsequent contour elements.
The rounding arc must be machinable with the called tool.
Rounding radius
: Enter the radius, and if necessary:
Feed rate RND
block)
Example NC blocks
X
Y
40
40
R5
5
10
25
5 L X+10 Y+40 RL F300 M3
6 L X+40 Y+25
7 RND R5 F100
8 L X+10 Y+5
In the preceding and subsequent contour elements, both
coordinates must lie in the plane of the rounding arc. If
you machine the contour without tool-radius
compensation, you must program both coordinates in the
working plane.
The corner point is cut off by the rounding arc and is not
part of the contour.
A feed rate programmed in the RND block is effective only
in that RND block. After the RND block, the previous feed
rate becomes effective again.
You can also use an RND block for a tangential contour
approach.