Checking the position of the measured fixture, Message (see "checking the position, 3 fixt ur e monit o ri ng (dcm sof tw a re option) – HEIDENHAIN iTNC 530 (60642x-04) User Manual
Page 422
422
Programming: Special Functions
1
1
.3 Fixt
ur
e monit
o
ri
ng (DCM sof
tw
a
re
option)
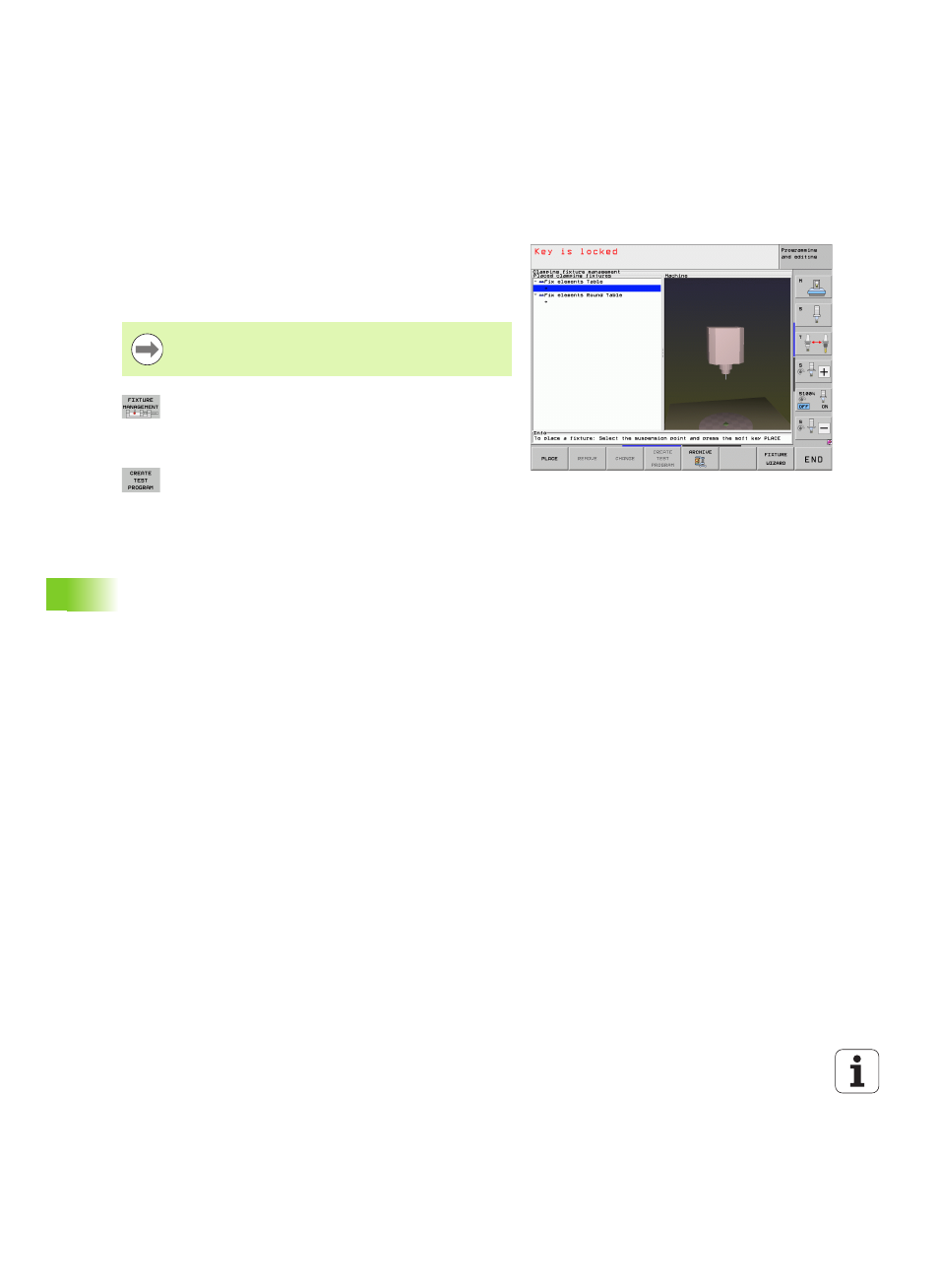
Checking the position of the measured fixture
To inspect measured fixtures, you can have the TNC generate a test
program. You have to run the inspection program in the Full Sequence
operating mode. The TNC probes test points that are specified by the
fixture designer in the fixture template and evaluates them. It provides
the result of the inspection on screen and in a log file.
Call the fixture management
In the Place fixtures window, use the mouse to
mark the fixture to be inspected. The TNC displays
the marked fixture in a different color in the 3-D view
Start the dialog for generating the inspection program.
The TNC opens the window for entering the Test
program parameters
Manual positioning
: Specify whether you want to
position the touch probe manually or automatically
between the individual inspection points:
1
: Manual positioning. You have to move to each
inspection point with the axis-direction keys and
confirm the measuring process with NC start
0
: After you have manually pre-positioned the touch
probe to clearance height, the test program runs
automatically
Feed rate for measurement
:
Touch probe feed rate in mm/min for the measuring
process. Input range 0 to 3000
Feed rate for pre-positioning
:
Positioning feed rate in mm/min for moving to the
individual measurement positions. Input range 0 to
99999.999
The TNC always saves inspection programs in the
TNC:system\Fixture\TpCheck_PGM
directory.