5 global pr ogr am set tings (sof tw ar e option) – HEIDENHAIN iTNC 530 (60642x-04) User Manual
Page 440
440
Programming: Special Functions
1
1
.5 Global Pr
ogr
am Set
tings (sof
tw
ar
e option)
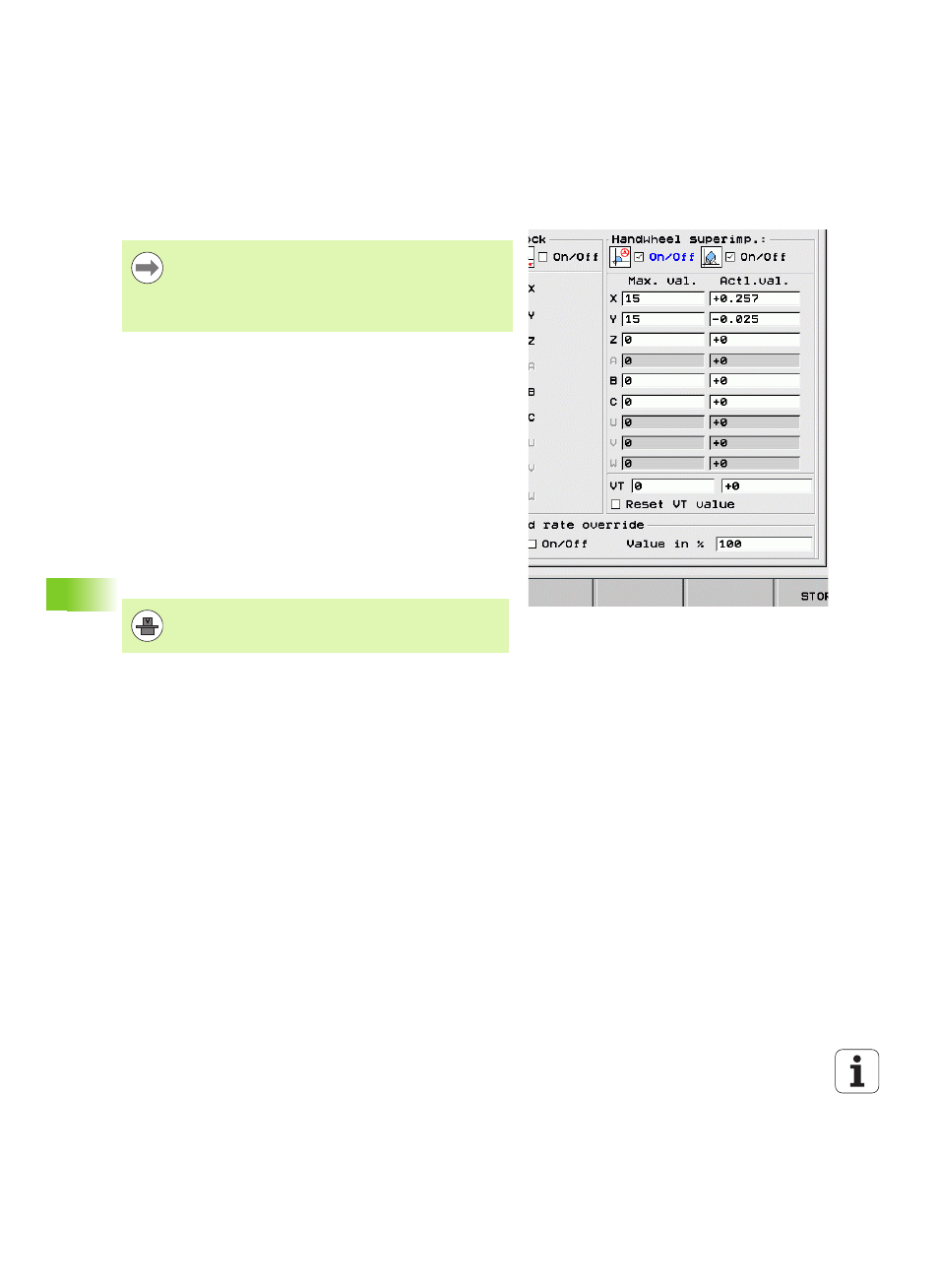
Virtual axis VT
You can also carry out handwheel superimpositioning in the currently
active tool axis direction. You can use the Virtual Tool axis line (VT).
Values traversed with the handwheel in a virtual axis remain active in
the default setting even after a tool change. Using the Reset VT value
function you can specify that the TNC resets to values traversed in VT
upon tool change:
In the global program settings form, move the cursor to Reset VT
value
and use the SPACE key to activate the function
You can select the VT axis via a HR 5xx handwheel in order to traverse
with superimpositioning in the virtual axis direction (see "Selecting the
axis to be moved" on page 575). Working with the virtual VT axis is
particularly convenient with the HR 550 FS wireless handwheel (see
"Traversing with electronic handwheels" on page 570).
The TNC also shows the path traversed in the virtual axis in the
additional status display (POS tab) in the separate VT position display.
To be able to traverse with the handwheel in the virtual
axis direction VT you have to enable M128 or FUNCTION
TCPM
.
You can only move with handwheel superimpositioning in
the virtual axis direction if DCM is inactive.
Your machine tool builder can provide functions with
which the procedure can be influenced by the PLC in the
virtual axis direction.