HEIDENHAIN iTNC 530 (60642x-04) User Manual
Page 504
504
Programming: Multiple Axis Machining
12.2 The PLANE function: Tilting the w
o
rk
ing plane (sof
tw
ar
e option
1)
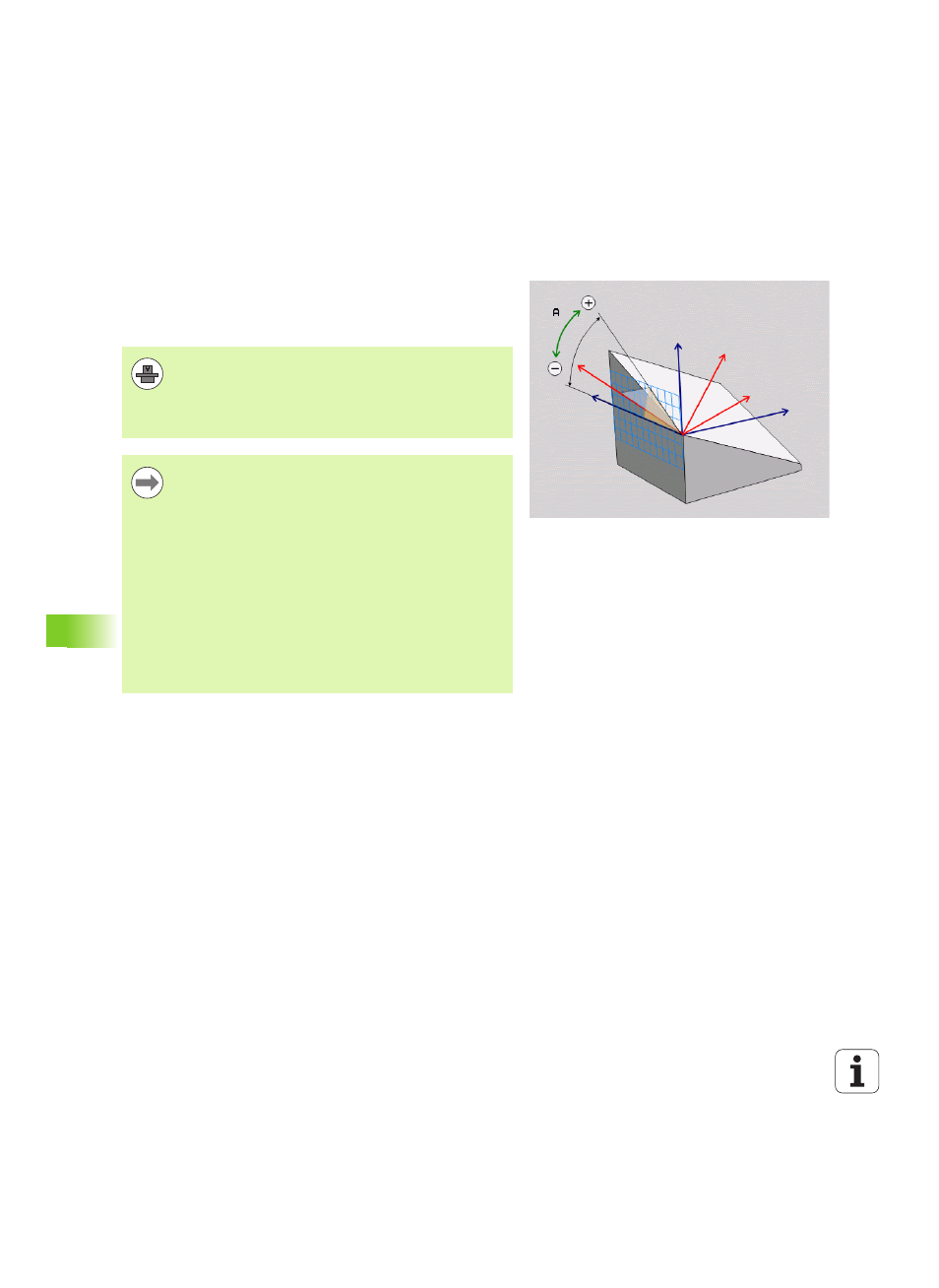
Tilting the working plane through axis angle:
PLANE AXIAL (FCL 3 function)
Application
The PLANE AXIAL function defines both the position of the working
plane and the nominal coordinates of the rotary axes. This function is
particularly easy to use on machines with Cartesian coordinates and
with kinematics structures in which only one rotary axis is active.
PLANE AXIAL
can also be used if you have only one rotary
axis active on your machine.
You can use the PLANE RELATIVE function after PLANE
AXIAL
if your machine allows spatial angle definitions. The
machine manual provides further information.
Before programming, note the following
Enter only axis angles that actually exist on your machine.
Otherwise the TNC generates an error message.
Rotary axis coordinates defined with PLANE AXIAL are
modally effective. Successive definitions therefore build
on each other. Incremental input is allowed.
Use PLANE RESET to reset the PLANE AXIAL function.
Resetting by entering 0 does not deactivate PLANE AXIAL.
SEQ
, TABLE ROT and COORD ROT have no function in
conjunction with PLANE AXIAL.
Parameter description for the positioning behavior: See