Yaskawa J50M Instructions User Manual
Page 60
2.9.21 TOOL POSITION OFFSET (G45 TO G48) (Cent’d)
3.
Make program command by incremental designa-
tion (G91) for making the above operation clear.
When the command is given by absolute designa-
tion
extension and reduction are made along
the direction of movement to the movement value
from the end point of the preceding block, to the
command target point.
That is, extension and
reduction are made to the incremental movement
amount. The programming may become complicat-
ed.
4.
When programming
to G48, designate the
tool offset number by a D code simultaneously
with axis designation.
Because D codes are
modal, they may be omitted if the same D
code is used.
Store the tool radius value in
the tool offset value memory.
EXAMPLE
G 91
GOO G46
; . . .
Reduction
GO1 G47 Y...
F... ; . . .
Extension by double
G47 X.. .
; . . .
Extension by double
G47 Y.. .
;
. .
Extension by double
G47
.
; . . .
Extension by double
GOO G46
; . . .
Reduction
r — — — — — — — — — — —
- 1
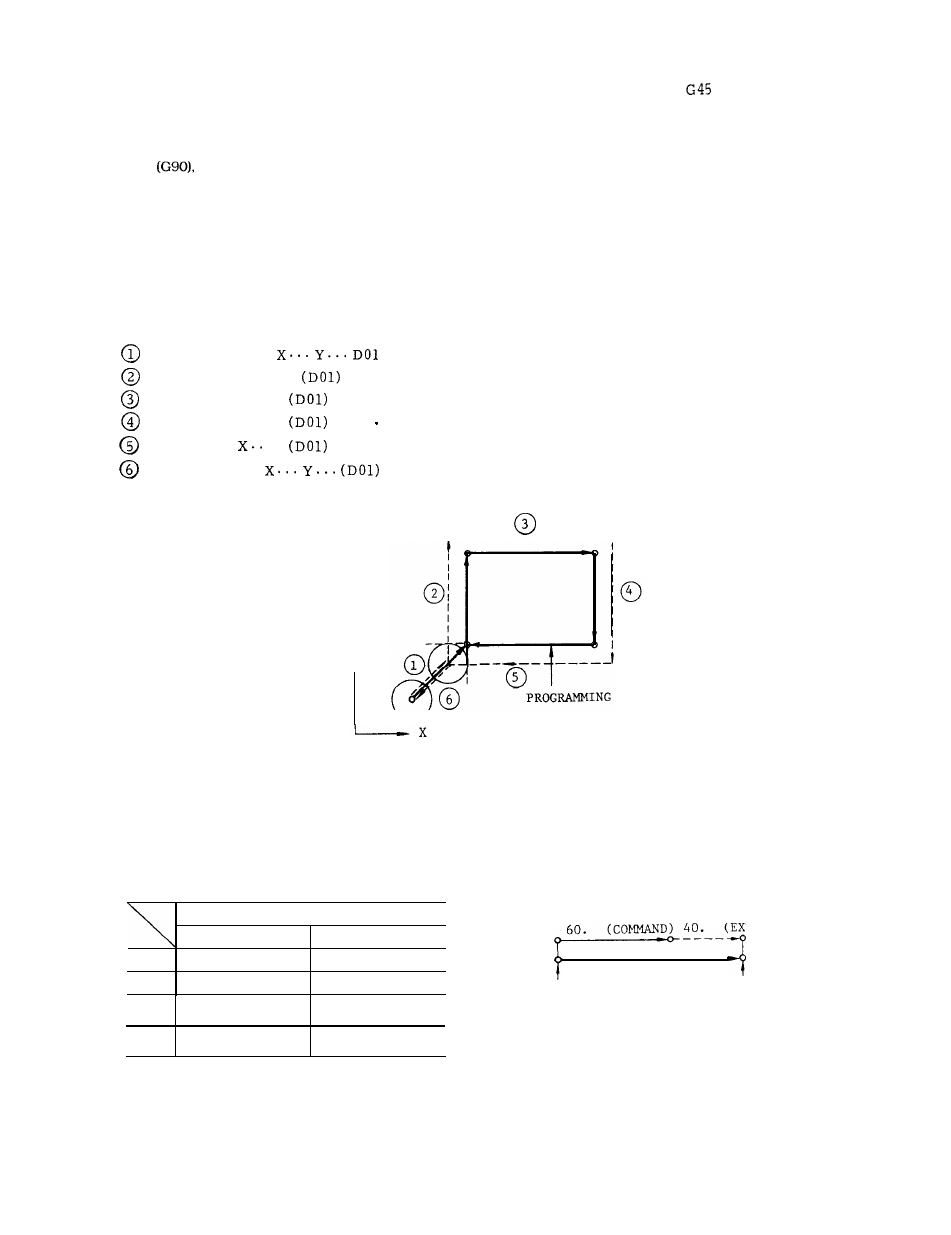
5.
Extension and reduction
Y
Fig.
2.55
Extension or reduction is determined by the
sign of the tool offset value designated by a
D code in addition to the G code.
Sign of tool offset value
Positive
Negative
G45
Extension
Reduction
G46
Reduction
Extension
G47
Extension by
Reduction by
double
double
G48
Reduction by
Extension by
double
double
N ote:
In general, tool offset value should
be “positive. “
6.
Values of extension and reduction
A. Programmed incremental move values are
extended or reduced by the designated tool
offset values or by twice their values.
G91 GOO G47 x6o.
D1O ;
D1O = 20.
(
EXTE
NSI
O
N By DOUBLE)
100.
START
END
POINT
POINT
(
TOOL
MOVEMENT)
F i g .
2.56
52