Yaskawa J50M Instructions User Manual
Page 241
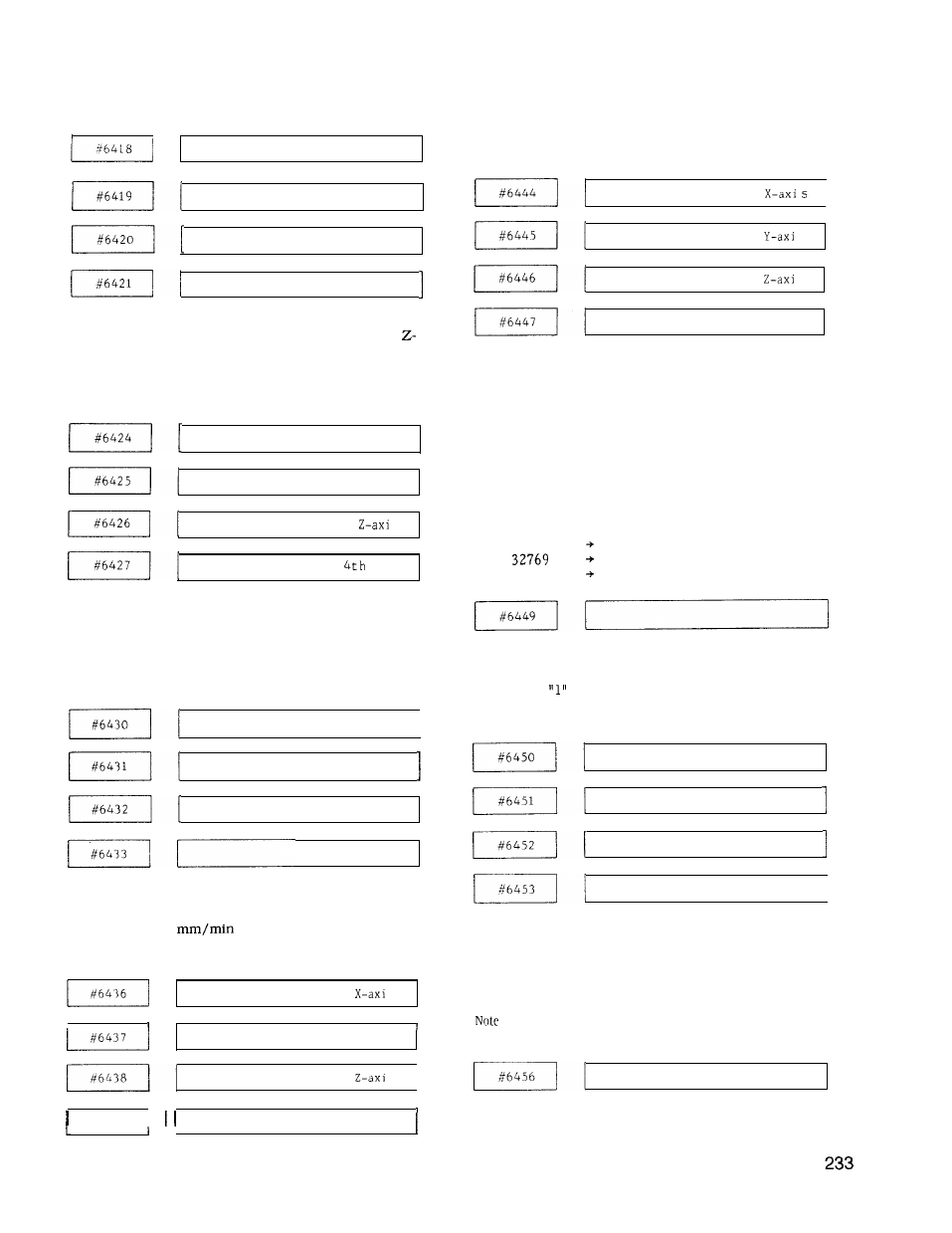
Setting : “l” = 1 ms
Setting range : 0 to 32767
X–axi s
Y - a x i s
Z-axi s
I
4th
axis
Acceleration and deceleration bias for control unit
during normal cutting is set in the order of X-, Y-,
and 4th-axes.
Setting : “ 1“ = 1 mm/min or 0.1 inch/rein
Setting range : 0 to 32767
X–axi s
Y-axis
s
axis
Acceleration and deceleration time constants for con-
trol unit during screw/tap cutting is set in the order
of X-, Y-, Z- and 4th-axes.
Setting : “1” = 1 ms
Setting range : 0 to 32767
X–axi s
1
Y–axi s
Z - a x i s
4th
axis
Acceleration and deceleration bias for control unit
thread/tap cutting is set.
Setting : “ 1“ = 1
or 0.1 inch/rein
Setting range : 0 to 32767
s
1
1
Y–axi s
s
i
Overshoot during G60 in the order of X-, Y-, Z- and
4th-axes.
Setting : “ 1“ = 1 pulse
Setting range : 0 to 32767
1
s
s
4th
axis
Setting : “l” = 0.001 mm/rev or 0.0001 inch/rev
Setting range : 1 to 65535
Notes :
1. Be sure to turn the power on and off after chang-
ing the parameter.
2. For input of 32768 to 65535, indication is shown
by minus.
Example
Input
32768
65535
Indication
-32768
-32767
-1
Feedback pulse number for 1 rotation of spindle
PG.
Setting:
= 1 pulse/rev
Setting range:
1 to 32768
X – a x i s
Y - a x i s
Z - a x i s
4th
axis
1
Minimum unit of travel in the order of X-, Y-, Z- and
4th-axes.
Setting : “ 1“ = 0.00001 mm or 0.000001 inch
Setting range:
100 is set.
:
Be sure to turn the power on and off
after changing the parameter.
X–axis
#6439
4th
axis
I