Yaskawa J50M Instructions User Manual
Page 33
Command format
(a) For
G02
{
.
G03
10. .
.
}
Z(a) . . .
. ;
( b ) F o r
{
}
G02
{
R . . .
G03
.
}
. . .
. ;
( c ) F o r
G19
G02
R
G03
.
.
. . .
. ;
. . . . . .
(d) For X
G17
{
}
G02
{
.
z
G03
.
.
. ;
(e) For Z.
{
}
G02
{
.
G03
.
}
. F.. . ;
(f) For Y
G19
{
G02 y.. .
.
G03
K
. F.. . ;
. . . . . .
W h e r e
is one of the linear 4th axes U, V, or
w.
If no 4th axis is programmed in (d) , (e) ,
and (f) , they are regarded as equal to (a) , (b)
and (c) .
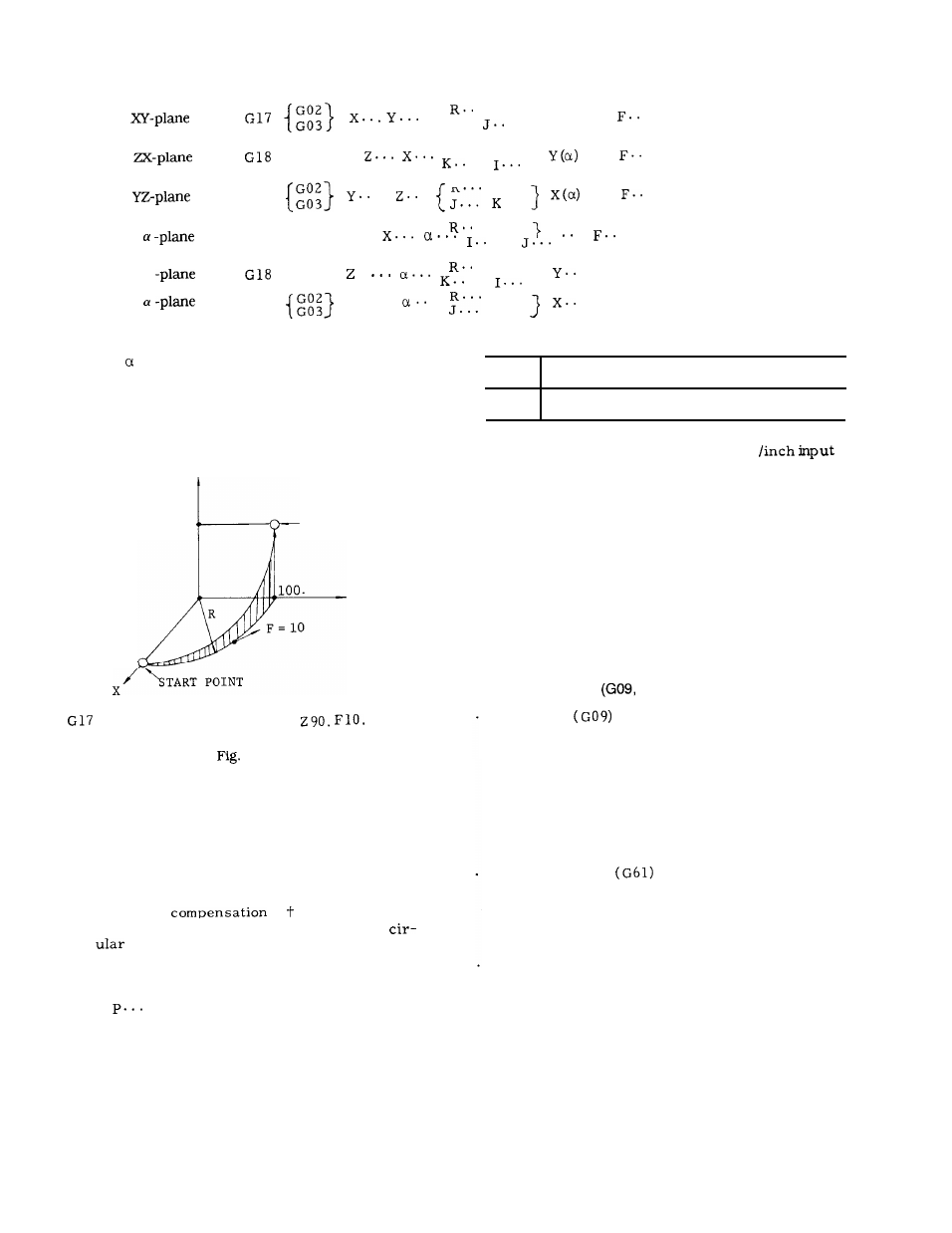
EXAMPLE
z
90.
END POINT
Y
100.
G03 XO Y1OO. R1OO.
;
2.18
Notes :
The circular arc should be within 360°.
As long as above note (a) is satisfied, the
start and end points can be taken at any time.
The feedrate F means the tangential speed on
the plane of circular interpolation.
Tool radius
C can be applied
only to the circular path on the plane” of
c
interpolation.
2.9.6
DWELL (G04)
G04
;
This command interrupts feed for the length of
time designated by the address P .
Dwell is programmed as an independent block.
The maximum length of time which can be desig-
nated with address P is as follows.
Format
Dwell time (P programmable range)
P53
0 - 99999.999 sec
The value does not depend on metric
or metric /inch output.
EXAMPLE
G04 P2500 ;
Dwell time: 2.5 sec.
Two types of dwell can be selected by parameter:
Dwell when the specified value in the command
block before the dwell block is identified by lag
pulses of servo, or dwell on completion of pulse
distribution.
2.9.7
EXACT STOP
G61 , G64)
Exact stop
When a block containing G09 is executed, the
program advances to the next block after com-
pleting a block in the Error Detect On mode
(Note a) .
This function is used when sharp
corners are desired.
G09 is non-modal, and is
effective only in the block in which it is con-
tained.
Exact stop mode
When once G61 is commanded, all the following
blocks will be completed in the Error Detect
On mode before proceeding to the next block.
Exact stop mode cancel ( G64)
This G command is for canceling the effect of
G61.
25