Yaskawa J50M Instructions User Manual
Page 175
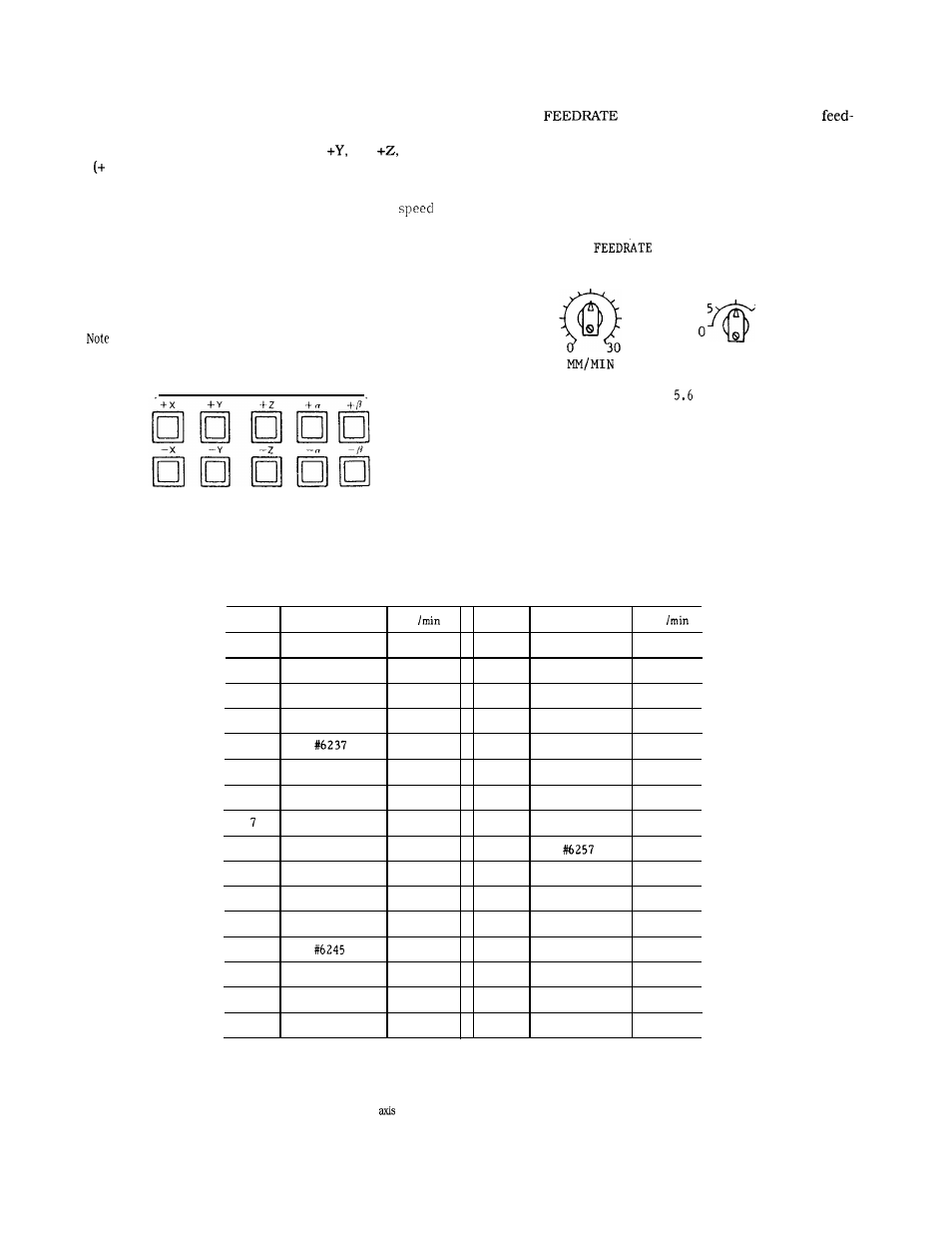
5.1.8 JOG PUSHBUTTONS
5.1.9 JOG FEEDRATE SWITCH
This pushbutton is used to feed the tool manually.
With any of pushbuttons +X, –X,
–Y,
or -Z
a , -a)
T
held in the RAPID mode, the axis can be
moved rapidly until the button is released.
These pushbuttons move the tool at the
set by JOG FEEDRATE switch in the JOG mode.
Each time the pushbutton is depressed in the
STEP mode , the tool is moved by the value equal
to step set by MANUAL PULSE MULTIPLY select
switch. Maximum feedrate per step is deter-
mined by parameter # “6222. “
:
JOG pushbuttons work on all axes.
JoG
The JOG
switch is used to select the jog
rate in the JOG mode. Up to 32 steps of feedrate can be
specified. Jog feedrate depends on the machine tool. For
definite values, refer to the machine tool builder’s manu-
al. See Table 5.3. The JOG feedrate can be preset by
parameters #6233 to 6264.
RAPID TRAVERSE
JOG
RATE OVERRIDE
3000
Fig.
50
100
25
z
Ftg. 5.5
Table 5.3 Jog Feedrate
Step
Parameter No.
mm
Step
Parameter No.
mm
o
#6233
o
16
#6249
100
1
#6234
1
17
#6250
120
2
#6235
2
18
#6251
150
3
#62 36
4
19
#6252
200
4
6
20
#6253
250
5
#6238
8
21
#6254
300
6
#6239
10
22
#6255
400
#6240
12
23
#6256
500
8
#6241
15
24
600
9
#6242
20
25
#6258
800
10
#6243
25
26
#6259
1000
11
#6244
30
27
#6260
1200
12
40
28
#6261
1500
13
#6246
50
29
#6262
2000
14
#6247
60
30
#6263
2500
15
#6248
80
31
#6264
3000
Notes :
1. Jog feedrate depends on the machine tool.
For definite values, refer to the machine tool builder’s manual.
2. Feedrate of the fourth
t, if provided, is shown by deg/min.
167