Yaskawa J50M Instructions User Manual
Page 132
2.12.5 SOLID TAP RELATED PARAMETER (Cent’d)
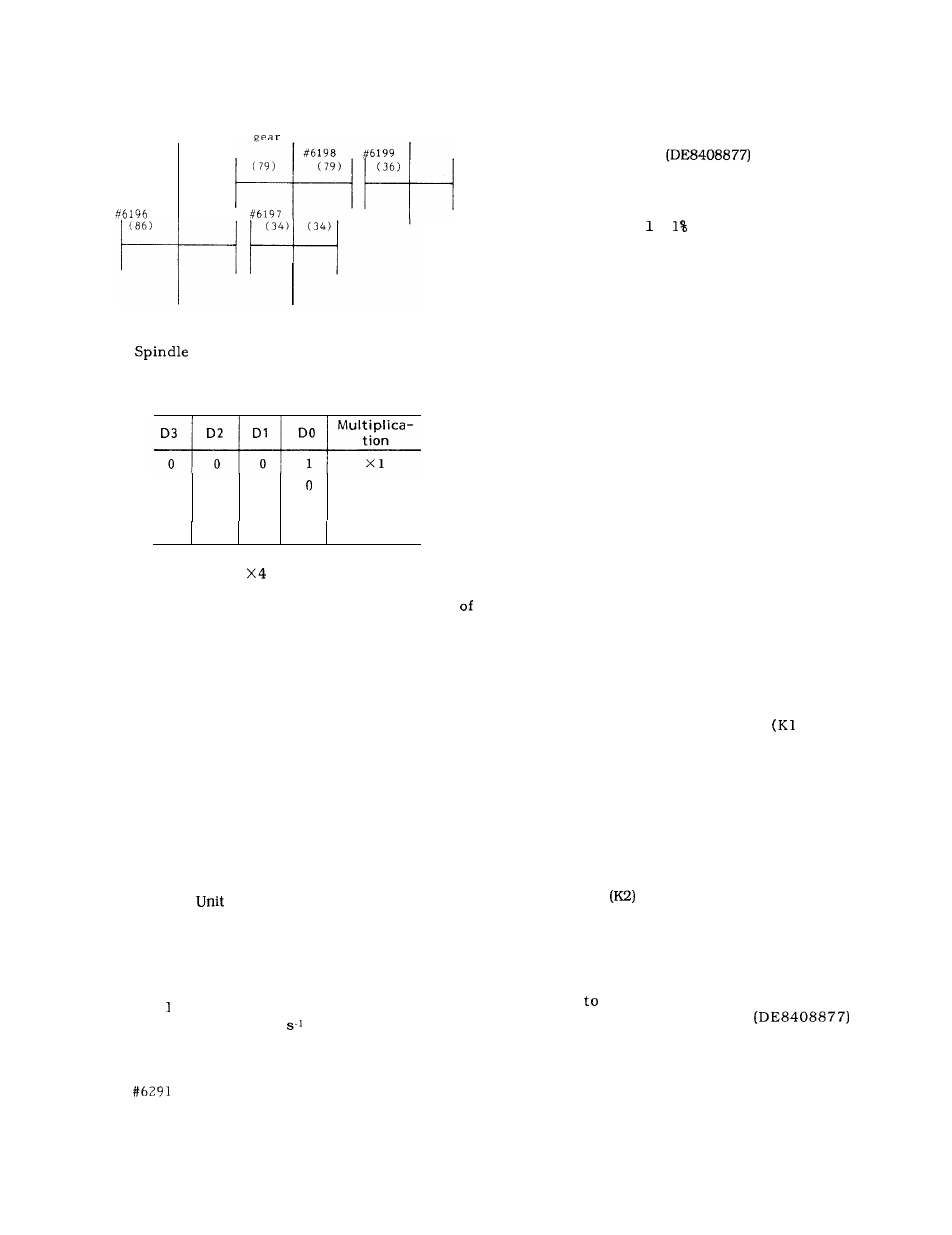
Spindle
Intermediate
Motor
Low gear
* ( 7 )
Feedback Pulse Multiplication
#6061
o
0
1
x2
o
1
0
0
x4
1
0
0
0
X 8
S t a n d a r d s e t t i n g :
* ( 8 ) Number
of
Feedback Pulses per Revolution
Spindle PG
#6449
Range 1 to 32767
Unit:
Pulse /rev.
Standard setting: 1024
Set the value before applying multiplication
for this parameter.
(9) Spindle Speed to Command
Using Gear
#6472
Range :
1 to 32767
Unit 1 = 1 rein-l
10 V at Solid Tap
Standard setting : 6000
( 10) Maximum Spindle Speed at Solid Tap
#6471
Range :
1 to 32767
1 = 1 rein-l
Standard setting : 4500
Set up carefully to maximum spindle motor
speed at solid tap.
( 11) Spindle
#641
(12) Spindle
Command Unit Position Loop Gain
Range :
1 to 32767
Unit 1 = 0.01
Standard setting : 2500
Acceleration /Deceleration Constant
Range 1 to 32767
Unit 1 = 1 ms
Standard setting:
2000
(13)
(14)
(15)
(16)
(17)
(18)
It sets the acceleration time from the stop status
to number revolutions specified by #6471.
It is determined by motor torque and load. Refer
to Adjustment Procedure for Solid Tap Function
for YASNAC J50M
for setting.
Magnification of Spindle Position Error Area
#6155
Range 1 to 200
Unit
=
Standard setting: 120
It sets the area to detect excessive error of
the spindle at solid tap mode by the rate of
load to maximum spindle speed (#6471) at the
time of solid tap.
When the load correspond-
ing to 1.2, times maximum spindle speed is
applied at #6155=120, it causes alarm 346
SERVO ERROR(S) .
Spindle Error Detect ON Area
#6161
Area : 0 to 255
Unit 1 = 1 pulse
Standard setting : 50
It specifies the error detect area at R point
and error detect area at hole bottom ( Z
point ) at the start of solid tapping.
Z-axis Pull-in Area
#6476
Area : 0 to 65535
Unit 1 = 1 pulse
Standard setting : 1000
It specifies pull-in area of air cut area near
R point after solid tapping.
After complet-
ing distribution,
when residual movement of
Z-axis enters into this area, it cancels si-
multaneous feed of the spindle and Z-axis
and pulls Z-axis into R point.
Fine Adjustment of Spindle/ Z-axis Simulta-
neous Compensation Parameter
)
#6468 Range : -32768 to 32767
Standard setting : 0
This is the parameter for compensating for the
simultaneous operation of the spindle and Z-axis at
the steady-state cutting feed. Refer to Adjustment
Procedure for Solid Tap Function for YASNAC J50M
(DE8408877) for adjustment.
Spindle/Z-axis Simultaneous Compensation
Parameter
#6469 Range : 0 to 32767
Standard setting : 2000
This is the parameter for compensating for the
simultaneous operation of the spindle and Z-axis at
the time of acceleration/deceleration feed.
Refer
Adjustment Procedure for Solid Tap
Function for YASNAC J50M
for
adjustment.
R e v o l v i n g S p e e d C o m m a n d f o r S p i n d l e
I n d e x i n g
#6462
Range :
1 to 32767
Unit 1 = 500 pulses/s
Standard setting : 20
124