Yaskawa J50M Instructions User Manual
Page 59
EXAMPLE
H1O . . .
N 1 0 1
N102 G90
N103 G43
N104 GO1
N105 GOO
N201 GOO
N202 G44
N203 GO1
N204 GOO
Notes :
O f f s e t v a l u e : - 3 . 0
O f f s e t v a l u e : 4 . 0
CRT display including offset value
(Z-direction only)
Zo ;
0.000
GOO X1. O
O ;
0.000
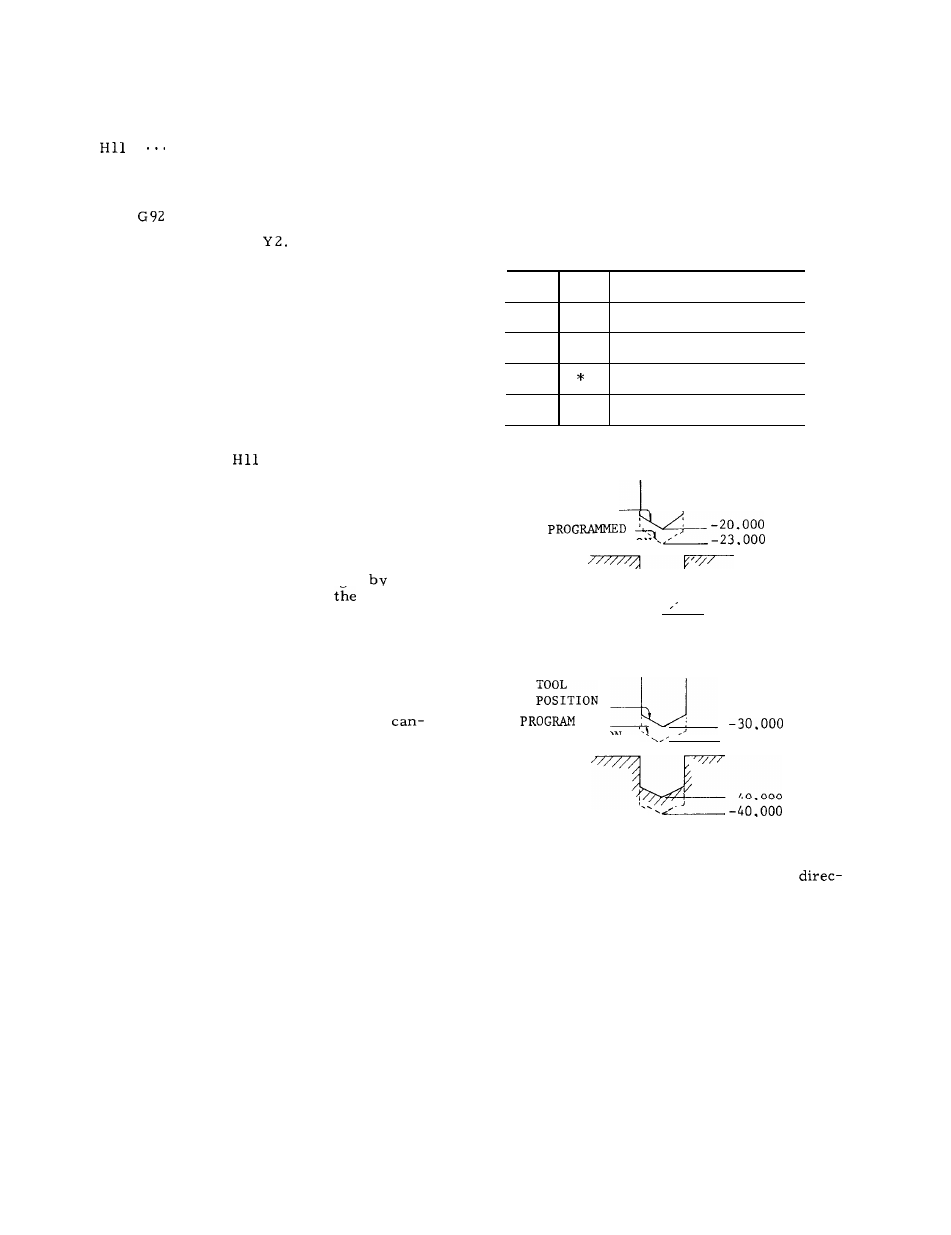
Z-20. H1O ;
-23.000
Z-30.
F1OOO ;
-33.000
ZO HOO ;
0.000
X-2. O Y-2. O ;
Z-30.
;
-34.000
Z-40.
F1OOO ;
-44.000
ZO HOO ;
0.000
When the tool offset value is changed
the
MDI function while programs in
offset
mode is in execution, the change is effective
from the block containing
D
code.
The tool position offset function or the tool
radius compensation function is effective on
the tool which is already offset by the tool
length compensation function.
G43, G44 and G49 can be programmed in
ned cycles.
If they are programmed, this is
regarded as an input error.
When a G92 command involving the Z- axis is
given during the execution of a program in the
tool length compensation mode, the tool length
compensation is canceled. In principle, when
G92 is to be programmed, the existing tool
length compensation mode should first be can-
celed.
During the automatic execution of a program in the
tool length compensation mode, the number of the
effective tool compensation memory (H code number)
can be displayed.
For details, refer to 4.3.2, “COM-
MAND DATA DISPLAY “ G43, G44, and G49 com-
mands must be given in GOO or GO1 mode. When
G43 is commanded in G02 or G03 mode, no alarm is
triggered but correct motion may not be made.
2.9.21 TOOL POSITION OFFSET (G45 TO G48)
Tool position offset is for extending or reducing the move-
ment value designated in the program by the values in
the tool offset memory, and is mainly used for tool radius
compensation for square patterns. Therefore, this func-
tion is not required with controls equipped with G40,
G41, G42 (tool radius compensation C).
1.
G codes of tool position offset
G code Group
Meaning
G45
*
Extension
G46
*
Reduction
G 47
Expansion by double
G48
*
Reduction by double
ACTUAL
TOOL
POSITION
I
,
TOOL POSITION
U /
-30.000
. . . . -33.000
ACTUAL
TOOL POSITION
“
-34.000
2.
G45 to G48 extend and reduce the movement
value programmed in the block, in the
tion of movement by the tool offset value.
Extension or reduction is made only in the
block in which G45 to G48 are programmed
and movements in other blocks are unaffect-
ed.
Therefore, to restore extended or re-
duced values to the original program values,
an extension or reduction in the opposite
direction must be programmed eventually.
51