Yaskawa J50M Instructions User Manual
Page 36
2.9.9
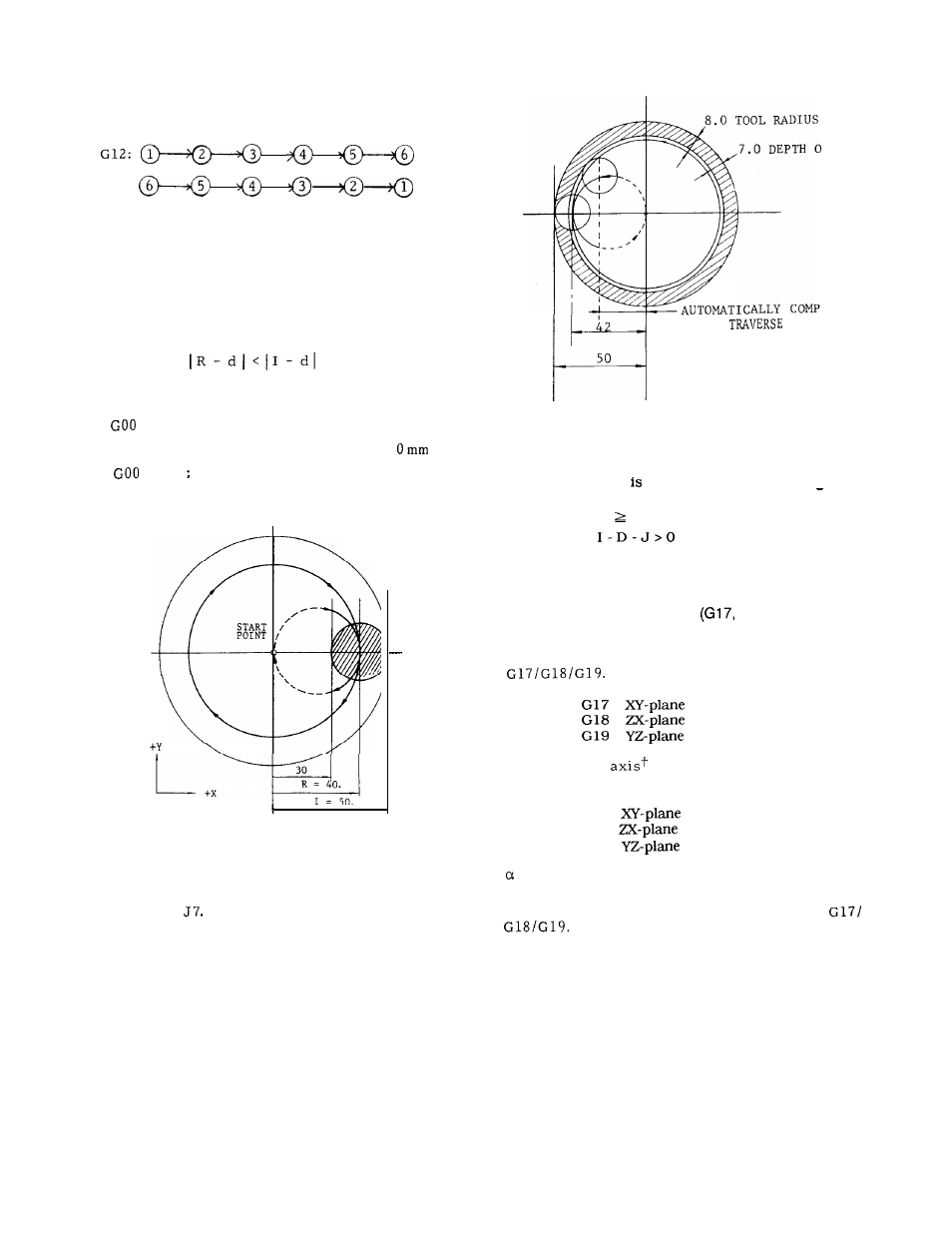
CIRCLE CUTTING (G I 2, GI 3)
t
(Cent’d)
Tool path
5
G13:
5
(D) represents a set value of tool radius
compensation.
. The radius I of finished circle and the rapid
traverse section R are subject to the following
restriction.
When values not in conformity
with the restriction are programmed , this is
regarded as an error.
E
X A M P L E
.
Z-40. ;
G12 150. R40. D1O F300 ; D1O
❑
10.
Z40.
(a)
. .
Fig. 2.23
GOO Z- 40. ;
G13 I-50.
D15 F300; D15 = -8.0 mrn
GOO Z40. ;
I
F
CUT
UTED
RAPID
SECTION
50
Fig. 2.24
When G12 or G13
commanded, the following two
conditions must be satisfied :
Condition 1 : D
J
C o n d i t i o n :
Unless otherwise, section R is
machine moves at F-feed speed.
invalidated and the
2.9.10 PLANE DESIGNATION
G18, G19)
The plane for making circular interpolation and
tool radius compensation is designated try G codes
:
:
:
When the 4th
of linear axis is s-elected,
the following planes are newly added.
G17 :
or X a -plane
G 18:
or Z
a
-plane
G 19:
or Y a -plane
means U, V or W axis.
The move command in each axis can be program-
med regardless of the plane designation by
For example, if
G17 Z.. . ;
is designated, motion is on Z-axis.
28
- Tag Generator (30 pages)
- MP3300iec (82 pages)
- 1000 Hz High Frequency (18 pages)
- 1000 Series (7 pages)
- PS-A10LB (39 pages)
- iQpump Micro User Manual (300 pages)
- 1000 Series Drive Option - Digital Input (30 pages)
- 1000 Series Drive Option - CANopen (39 pages)
- 1000 Series Drive Option - Analog Monitor (27 pages)
- 1000 Series Drive Option - CANopen Technical Manual (37 pages)
- 1000 Series Drive Option - CC-Link (38 pages)
- 1000 Series Drive Option - CC-Link Technical Manual (36 pages)
- 1000 Series Drive Option - DeviceNet (37 pages)
- 1000 Series Drive Option - DeviceNet Technical Manual (81 pages)
- 1000 Series Drive Option - MECHATROLINK-II (32 pages)
- 1000 Series Drive Option - Digital Output (31 pages)
- 1000 Series Drive Option - MECHATROLINK-II Technical Manual (41 pages)
- 1000 Series Drive Option - Profibus-DP (35 pages)
- AC Drive 1000-Series Option PG-RT3 Motor (36 pages)
- Z1000U HVAC MATRIX Drive Quick Start (378 pages)
- 1000 Series Operator Mounting Kit NEMA Type 4X (20 pages)
- 1000 Series Drive Option - Profibus-DP Technical Manual (44 pages)
- CopyUnitManager (38 pages)
- 1000 Series Option - JVOP-182 Remote LED (58 pages)
- 1000 Series Option - PG-X3 Line Driver (31 pages)
- SI-EN3 Technical Manual (68 pages)
- JVOP-181 (22 pages)
- JVOP-181 USB Copy Unit (2 pages)
- SI-EN3 (54 pages)
- SI-ET3 (49 pages)
- MECHATROLINK-III (35 pages)
- EtherNet/IP (50 pages)
- SI-EM3 (51 pages)
- 1000-Series Option PG-E3 Motor Encoder Feedback (33 pages)
- 1000-Series Option SI-EP3 PROFINET (56 pages)
- PROFINET (62 pages)
- AC Drive 1000-Series Option PG-RT3 Motor (45 pages)
- SI-EP3 PROFINET Technical Manual (53 pages)
- A1000 Drive Option - BACnet MS/TP (48 pages)
- 120 Series I/O Modules (308 pages)
- A1000 12-Pulse (92 pages)
- A1000 Drive Software Technical Manual (16 pages)
- A1000 Quick Start (2 pages)
- JUNMA Series AC SERVOMOTOR (1 page)
- A1000 Option DI-101 120 Vac Digital Input Option (24 pages)