Yaskawa J50M Instructions User Manual
Page 46
2.9.19 TOOL RADIUS COMPENSATION C
(G40, G41, G42) (Cent’d)
Make sure to designate a G code for plane
designation in the same block as that of G41,
G42 or in a preceding block. Plane desig-
nation cannot be made in a compensation mode.
It is not possible to apply tool radius compen-
sation in a plane including the 4th
3.
Method of entry into compensation mode
When
is programmed, the tool moves
to an offset position with the distance equal
to the radius.
The offset position is on the
normal line at the start point of the block
immediately after G41( G42) . If no coordinate
instruction is programmed in the block of
, movement is made by the offset
value only.
Because
G42) accompanies
a movement, it is necessary to program GOO
or GO1 for a G code in group A. An input
error (alarm code “026) occurs if a G code
other than GOO, GO1 is programmed.
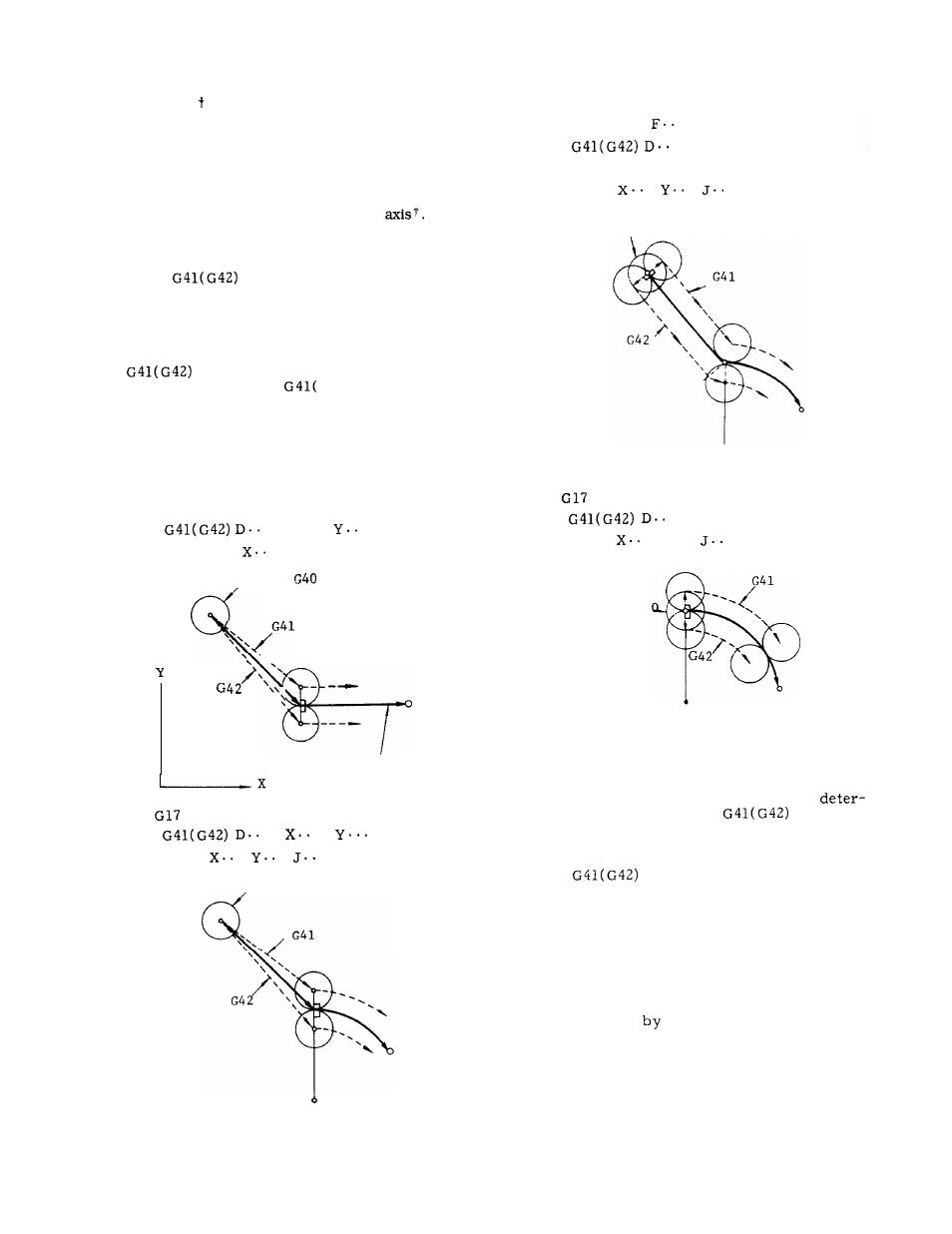
E X A M P L E A
(a) G17 GO1 F.. . ;
. X.. .
. ;
. ;
/ TOOL,
‘\
-
\
- - - -
PROGRAMMED
(b)
GO1 F.. . ;
.
.
;
G02
.
.
. ;
, TOOL, G40
PATH
E X A M P L E B
(C) G17 GO1
. ;
. ;
x
Y
. . . . . .
G02
.
.
. ;
TOOL , G40
\
b
CENTER
(d)
GO1 F.. . ;
. ;
G02
. Y.. .
. ;
G41
- . .
T O O L , G 4
\
\
-
.
G42
CENTER
Fig. 2.34
Pay attention to the fact that offset is made
on the normal line to the program line
mined by the block after
at the
start point in all of the examples (a) to (d)
a b o v e .
When the movement on the compen-
sation plane is not programmed in the block
after
, the next one block is read
ahead and the compensation start with the
block .
The blocks without move command
can be programmed continuously up to two.
Input error occurs if move commands on the
compensation plane are not programmed in
more than three blocks .
When compensation entry is programmed in
the GOO mode, positioning movement is made
independently
each axis to the offset
point.
Take care not to make the tool inter-
fere with the workpiece.
CENTER
Fig. 2.33
38