Dr. Livingstone, I Presume WELDWISE 2400 User Manual
Page 54
0433-INS-400 Rev. E
6-8
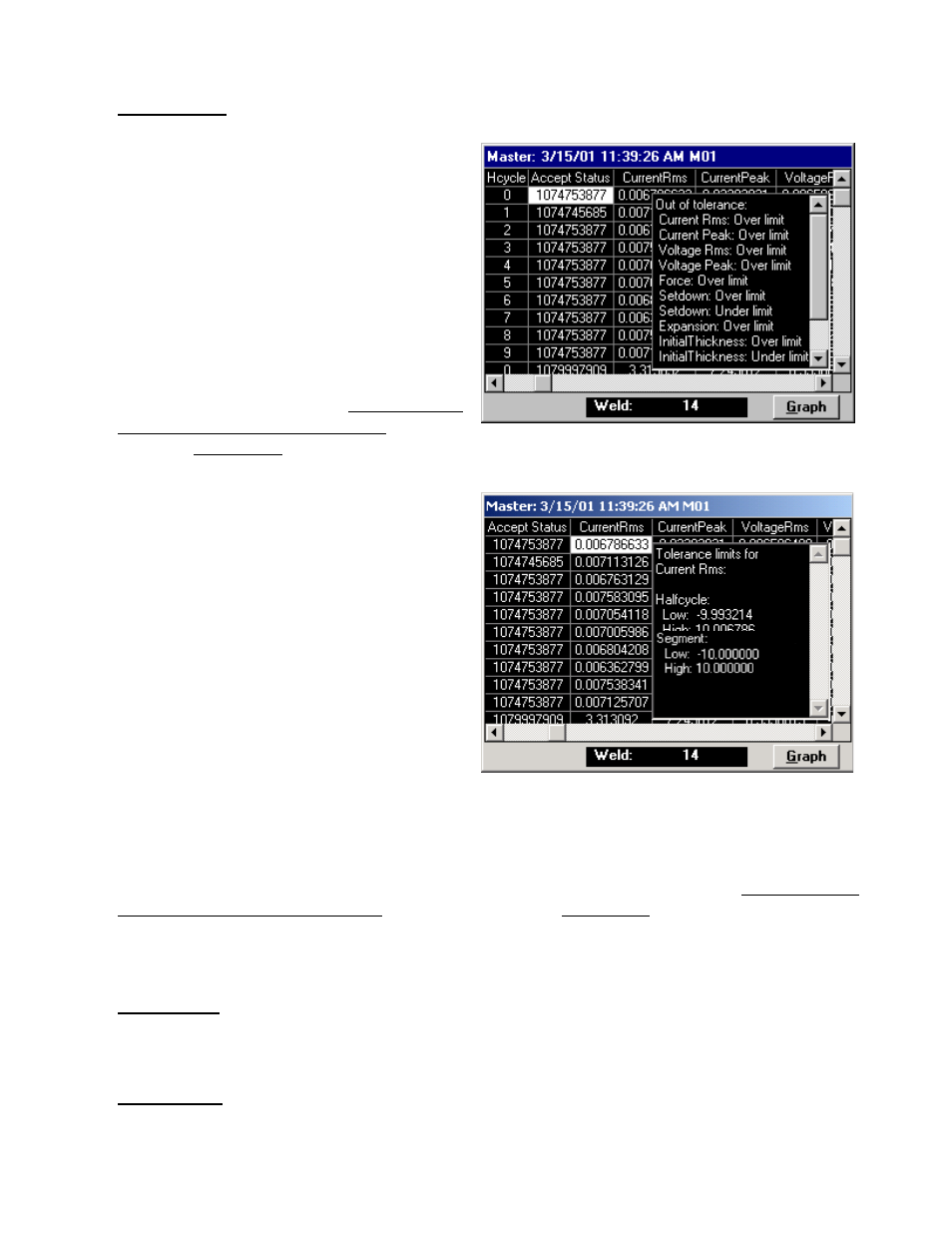
• Accept Status
The Accept Status field will be zero if the
weld was within all specified tolerances in the
master. If the Accept Status field is not zero,
then at least one parameter of the weld was
outside of the master tolerance limits.
Use the arrow keys to scroll through the rows
(data records) and columns (data parameters).
To determine the parameters that were out of
tolerance in a given row (data record),
highlight the Accept Status, and press the
SELECT button. A pop-up window will
display the failed parameters, as shown in
figure 6-13. Refer to the topic Identifying and
Interpreting Accept Status Codes (Chapter
11) in the Appendices of this manual for more
information about the Accept Status codes.
If the SELECT button is pressed while an
individual data record is highlighted, the pop-
up window will display the Halfcycle, and
Segment High and Low Tolerance limits for
that parameter, as shown in figure 6-14.
If a master was NOT used to qualify this weld
then no limits will be displayed.
The tolerance limits displayed are taking from
the master. In figure 6-14 the Master weld
data (for this halfcycle) for CurrentRms is
0.006786 and the tolerances are set to +/-10
(relative tolerancing) in the master. The high
tolerance limit is 0.006786 + 10 = 10.006786.
The Low tolerance limit is 0.006786 - 10 = -
9.993214.
Use ESCAPE or Arrow Keys to close the pop-up window. Refer to the topic Identifying and
Interpreting Accept Status Codes (Chapter 11) in the Appendices of this manual for more
information about the Accept Status codes.
• CurrentRms
The RMS (Root-Mean-Square) current in a halfcycle, or average RMS current for a segment or
weld.
• CurrentPeak
The peak (positive or negative) current in a halfcycle, or the peak current in a segment or weld.
Figure 6-13 Pop-up window displaying all parameters
that were out of tolerance
Figure 6-14 Pop-up window displaying tolerance
limits for selected parameter